
















































































































เครื่อง 3D Printer สามารถปรับค่าการพิมพ์ได้หลากหลายทั้งปัจจัยที่มาจากวัสดุ เช่น อุณหภูมิหัวพิมพ์ อุณหภูมิฐาน หรือความเร็วในการพิมพ์ เป้นต้น แต่ปัจจัยที่ส่งผลโดยตรงต่อความแข็งแรงนอกจากเรื่องชนิดของวัสดุแล้ว คือปริมาณเนื้อพลาสติกที่ใช้ในการพิมพ์ ซึ่งคือค่า %infill ที่เราต้องป้อนค่าเข้าไปในโปรแกรม Slicer นั่นเอง
ความรู้พื้นฐานของ %infill ในการใช้เครื่อง 3D Printer
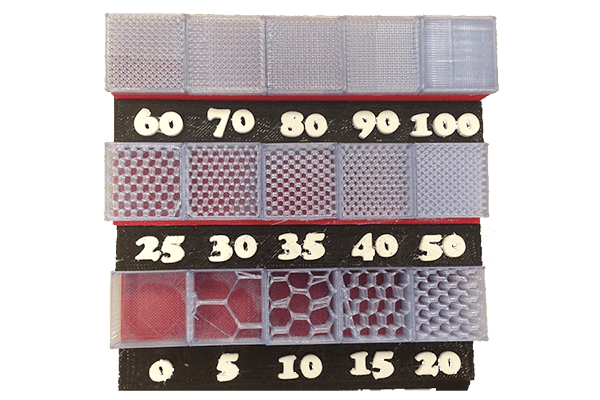
ในการใช้เครื่อง 3D Printer ค่า% Infill คือปัจจัยหนึ่งที่มีความสำคัญ ตัวแปรดังกล่าวคือปริมาณความหนาแน่นของเนื้อพลาสติกที่เติมลงในช่องว่างเมื่อเราพิมพ์โดย 3D Printer จากแบบ 3 มิติ ที่เราสร้างขึ้น สามารถปรับได้ค่าตั้งแต่ 0% คือชิ้นงานกลวงจนไปถึง 100% คือชิ้นงานตัน ปริมาณที่แตกต่างกันมีผลต่อ ความแข็งแรงของชิ้นงานที่พิมพ์ เวลาและปริมาณเส้นพลาสติกที่ใช้ รวมไปถึงค่าพลังงานที่เราต้องใช้ในการทำงาน
นอกจาก %infill ที่มีความสำคัญแล้ว ในโปรแกรมที่ใช้ในการ slice แบบจำลอง 3 มิติ ส่วนใหญ่ยังสามารถปรับรูปแบบของ infill (pattern) ได้ ซึ่งมีผลต่อความแข็งแรงของชิ้นงานหลังพิมพ์ทั้งหมด
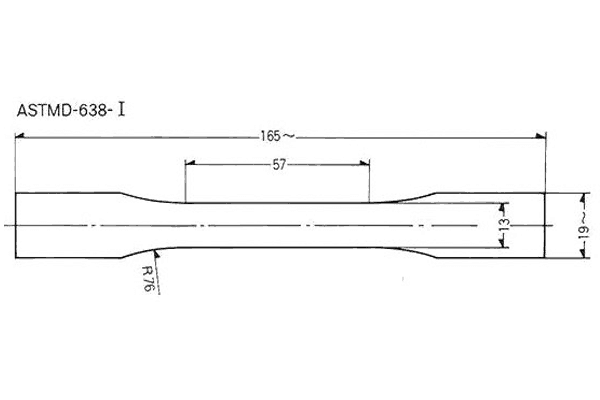
คำถามของคนที่ใช้เครื่อง 3D Printer คือ เราควรใช้ปริมาณ Infill เท่าไหร่ และรูปแบบใดจึงจะเหมาะสมมากที่สุด ทางเราจึงได้ทดสอบสมบัติความแข็งแรงโดยใช้มาตรฐานสากล คือ ASTM D638 ซึ่งใช้สำหรับทดสอบความต้านทานต่อแรงดึงของชิ้นงานพลาสติกรูปทรงคล้ายกระดูกสุนัข (dog bone)
- วัสดุทดสอบเป็น PLA
- พิมพ์ขึ้นรูปชิ้นงานทดสอบตามมาตรฐาน ASTM D639
- ปริมาณ infill ที่ใช้ทดสอบ 20-100%
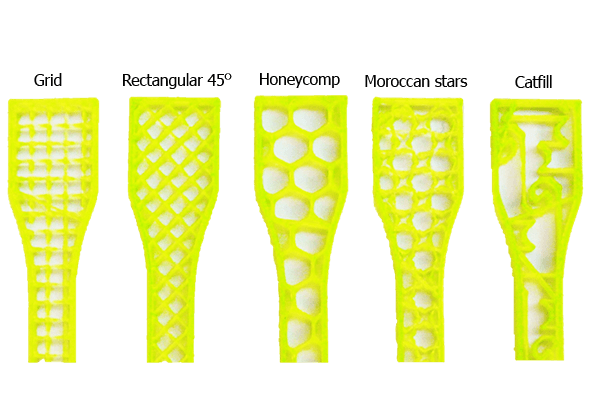
- infill pattern ที่ใช้ทดสอบ ได้แก่ Grid, Rectangular 45, Honeycomb, Moroccan stars และ Catfill
- ใช้โปรแกรม Simplify 3D ในการ slice

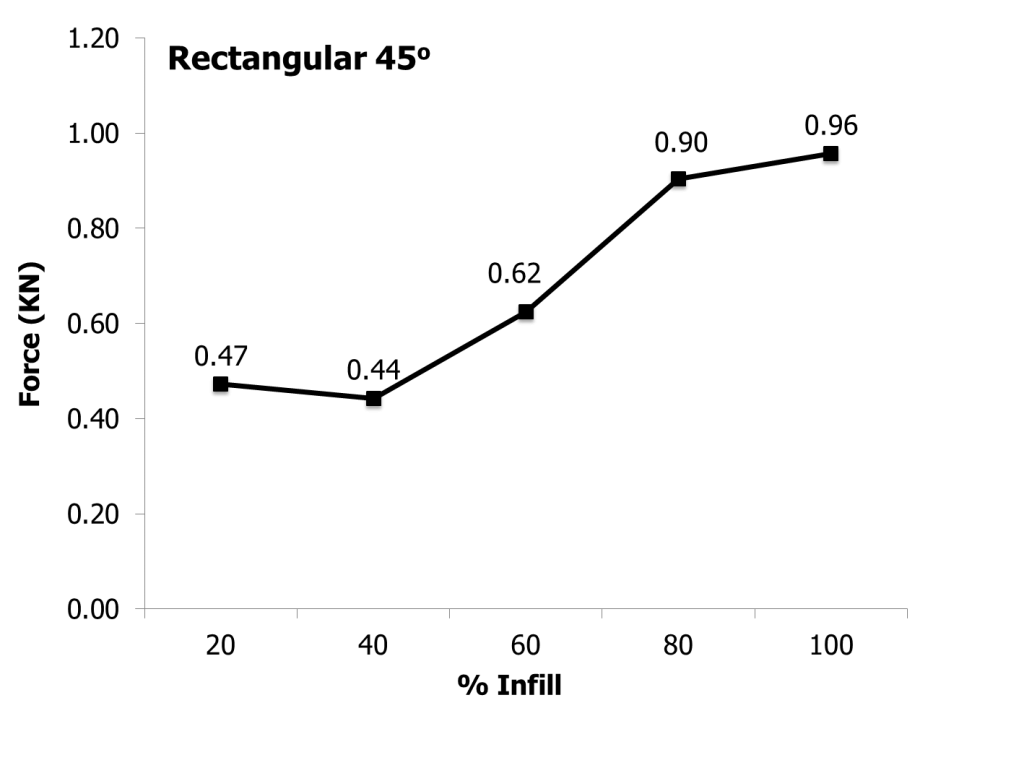
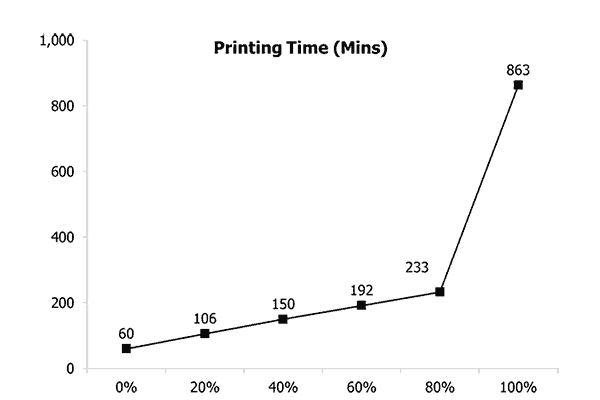
ผลการทดสอบพบว่าที่ปริมาณ infill 20-40% มีความแตกต่างกันน้อยกว่า 5% ซึ่งเมื่อเทียบกับเวลาที่ใช้แล้ว คงไม่คุ้มค่าในการพิมพ์ แต่เมื่อเพิ่ม infill ไปที่ 60-80% ความแข็งแรงเพิ่มขึ้นอย่างเห็นได้ชัด ซึ่งคนที่ต้องการนำชิ้นงานจากเครื่อง 3D Printer ไปใช้งาน ควรที่จะใช้ค่า infill ในช่วงนี้ เพื่อความคุ้มค่าสูงสุด เนื่องจากเมื่อเพิ่ม infill เป็น 100% หรือชิ้นงานตัน ความแข็งแรงไม่ได้เพิ่มขึ้นมากแล้ว แต่เวลาที่ใช้ เพิ่มขึ้นถึง 4 เท่า เลยทีเดียว รวมไปถึงเนื้อวัสดุที่ต้องใช้เพิ่มขึ้นถึง 20% จึงไม่เหมาะสมที่จะใช้งาน

ผลการทดสอบรูปแบบของ infill พบว่าแบบ Grid ให้ความแข็งแรงที่มากที่สุดตามด้วยแบบ Honeycomp และ Rectangular 45 ตามลำดับ
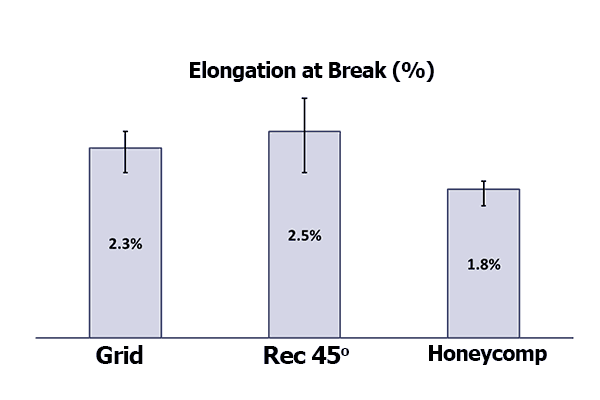
จากผลทดสอบระยะที่ชิ้นงานสามารถยืดตัวได้หรือ Elongation พบว่าแบบ Rectangular 45 สามารถยืดตัวได้ดีที่สุด ดังนั้นควรพิจารณารูปแบบของ infill เพื่อนำไปใช้งานให้ดี ซึ่งค่าปกติของโปรแกรม slicer ทุกตัวเป็นแบบ Rectangular 45 อยู่แล้ว ซึ่งเหมาะสมกับการใช้งานอยู่แล้ว เราจึงไม่จำเป็นต้องปรับค่าในส่วนนี้เลยก็ได้
ที่มาและแหล่งอ้างอิง: 3Dprinting.com




