

















































































































คำศัพท์ที่ควรทราบ
ถาดเรซิน = Resin Tank, VAT
ฐานพิมพ์ = Build Plate, Build Platform
จอ LCD = จอฉายภาพที่เป็นกระจกขนาดใหญ่
ParaLED = แหล่งกำเนิดแสง UV ที่มาพร้อมเลนส์ ลิขสิทธิ์ของ Phrozen
IPA = Isopropyl Alcohol, ไอโซโพรพานอล แอลกอฮอล์
เวลาฉายแสง = Explosure Time, Cure Time,
Post Cure = การฉายแสงยูวี หลังพิมพ์และล้างชิ้นงานเสร็จ เพื่อให้แข็งสมบูรณ์ ผิวไม่เหนียว
ความละเอียด = ความสูงของชั้นการพิมพ์, Layer Height, Layer Thickness (ไม่ใช่ความละเอียดจอ)
Official Completed Guide
1. เริ่มต้นการแกะกล่อง
1.1 จับกล่องตั้งขึ้น เปิดฝาด้านหน้า และด้านหลังออกออกตามภาพ


1.2 ใช้มือดันตัวเครื่องพร้อมโฟมกันกระแทกออกมา ควรมี 2 คน ช่วยประคองตัวกล่องไม่ให้ขยับ


1.3 ในกรณีของคู่มือต้นฉบับโรงงาน จะมีการล๊อกตัวแกนแนวตั้ง (Z-Axis ตามภาพ) เพื่อไม่ให้ขยับ สามารถแกะออกได้ 2 วิธี
- ใช้คัตเตอร์กรีดตามภาพ
- ใช้มือหมุนแกน Z ด้านหลัง เพื่อให้แกนเลื่อนขึ้น


1.4 ตรวจสอบอุปกรณ์ที่ได้รับตามภาพ (สิงหาคม 2564) ประกอบไปด้วย
- คู่มือการใช้งาน
- ถุงมือยาง 1 คู่
- เกรียงพลาสติกสำหรับใช้กับถาดเรซิน
- เกรียงโลหะสำหรับแกะชิ้นงาน
- กรวยกรอง
- Flash Drive
- ด้ามจับประตู
- ประแจ L
- สาย Power Cable (บางลอตมี 1 เส้น)

1.5 ติดตั้งที่จับประตูตามภาพ และเสียบสายไฟด้านหลังเพื่อพร้อมใช้งาน


2. ตรวจสอบการทำงานของเครื่อง
2.1 ตรวจสอบการทำงานของระบบ LCD โดยไปที่ Tool > LCD Test เพื่อตรวจสอบว่าแสงขึ้นทั้งจอ

2.2 ตรวจสอบการทำงานของแกน Z โดยไปที่ Tool > Z Calib > Home เพื่อเช็คการทำงานของแกน และ limit switch/End stop switch
3. การเตรียมไฟล์สำหรับสั่งพิมพ์
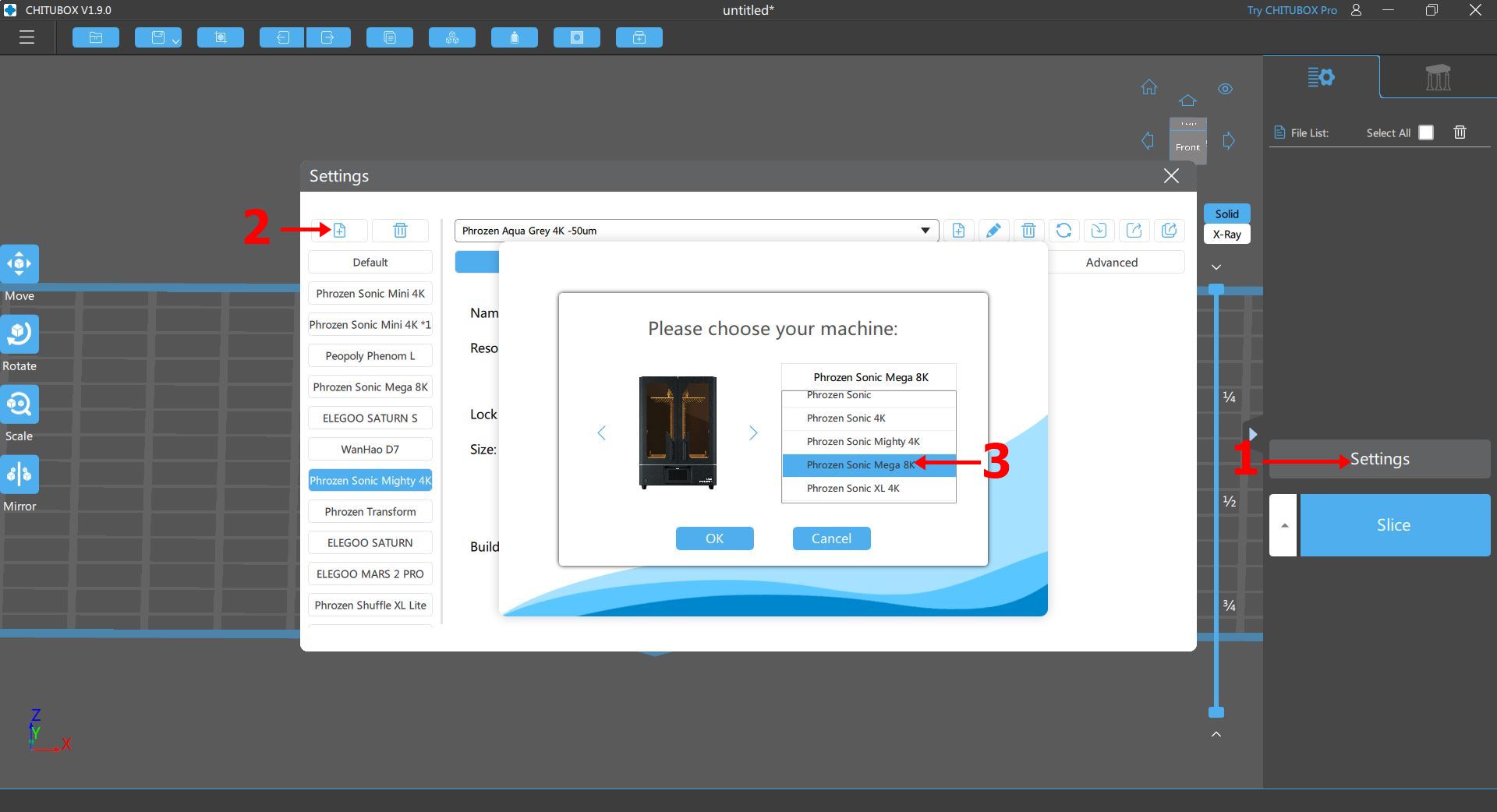
3.1 Sonic Mega 8K รองรับการทำงานผ่าน Chitubox 1.9.0 เป็นต้นไป ก่อนหน้านั้นไม่สามารถใช้ได้ โดยตัวติดตั้งโปรแกรมอยุ่ใน Flash Drive ที่มาพร้อมเครื่อง หลังติดตั้งเสร็จแล้วไปที่ Setting เลือก Add Printer จากนั้นเลือก Phrozen Sonic Mega 8K
3.2 ค่ามาตรฐานสำหรับเรซินทั่วไป ความละเอียด 50 ไมครอน เซ็ทตามภาพ สำหรับท่านที่มีความรู้ด้านการปรับแก้ตัวแปร โปรดระมัดระวังความเสียหายที่เกิดจากการตั้งค่าไม่เหมาะสม โดยค่าที่กำหนดไว้ เป็นค่าที่ทาง Phrozen และตัวแทนจำหน่ายทดลองจนเหมาะสม ให้ % ความสำเร็จในการพิมพ์สูง การสึกหรอที่เกิดกับเครื่องต่ำ

3.3 หลังจากผ่านการเตรียมไฟล์ สร้าง Support ตั้งค่า Setting แล้ว เมื่อกดปุ่ม Slice โปรแกรมจะแจ้งเวลาในการพิมพ์และปริมาณเรซินที่ใช้
- ปัจจุบัน 1.9.0 เวลาในการพิมพ์ยังไม่ตรงกับของจริง มีความผิดพลาดสูง พิมพ์นานขึ้น 1.2-1.6 เท่า จากเวลาที่คำนวนได้
- ปริมาณเรซินขั้นต่ำที่ใส่ ไม่ควรน้อยกว่า 750 g + จำนวนที่ใช้

3.4 Save file ดังกล่าวที่เป็นนามสกุล .ctb ลง Flash Drive หรือส่งข้อมูลผ่านระบบ Lan ซึ่งไม่แนะนำ เนื่องจากปัจจุบันช้ามาก
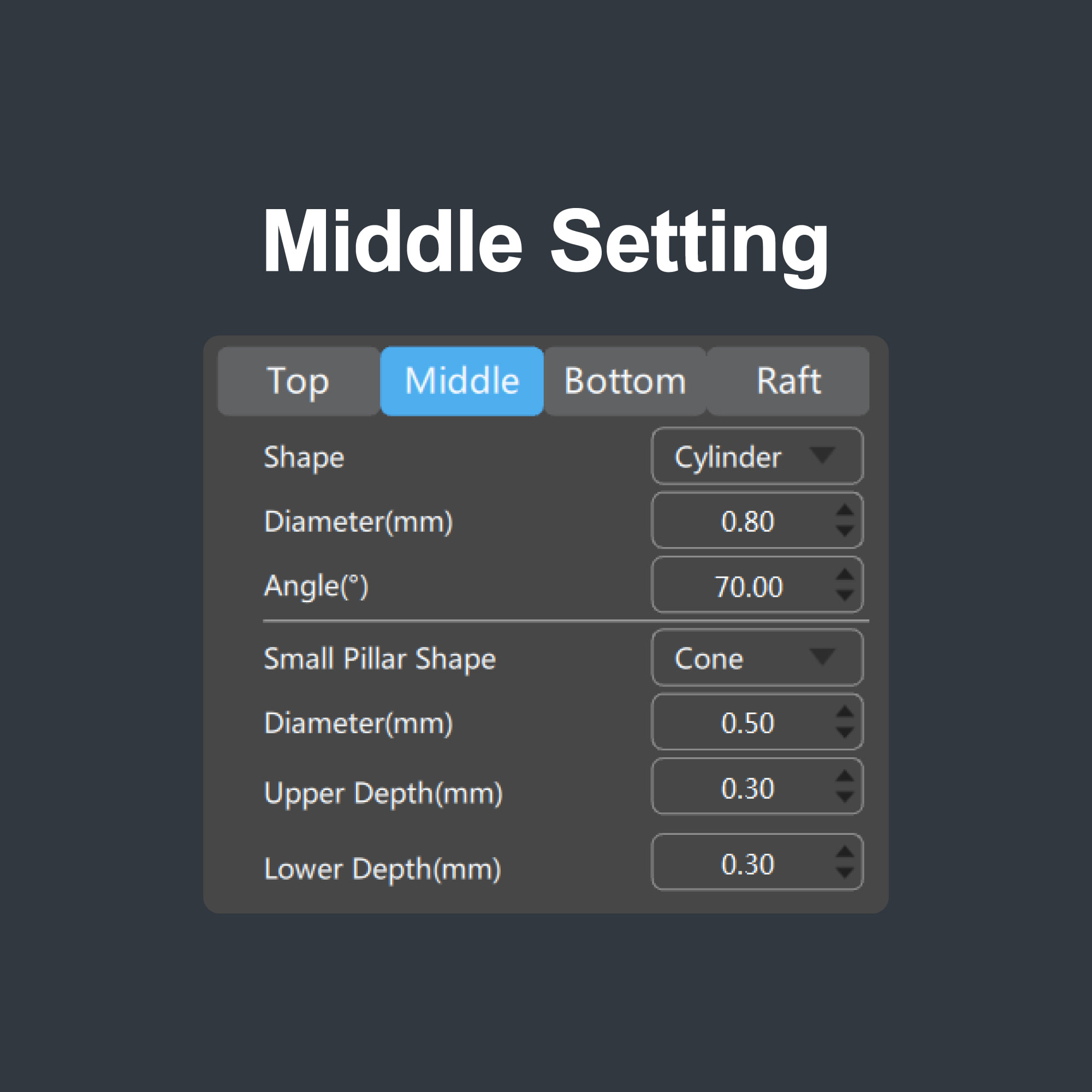
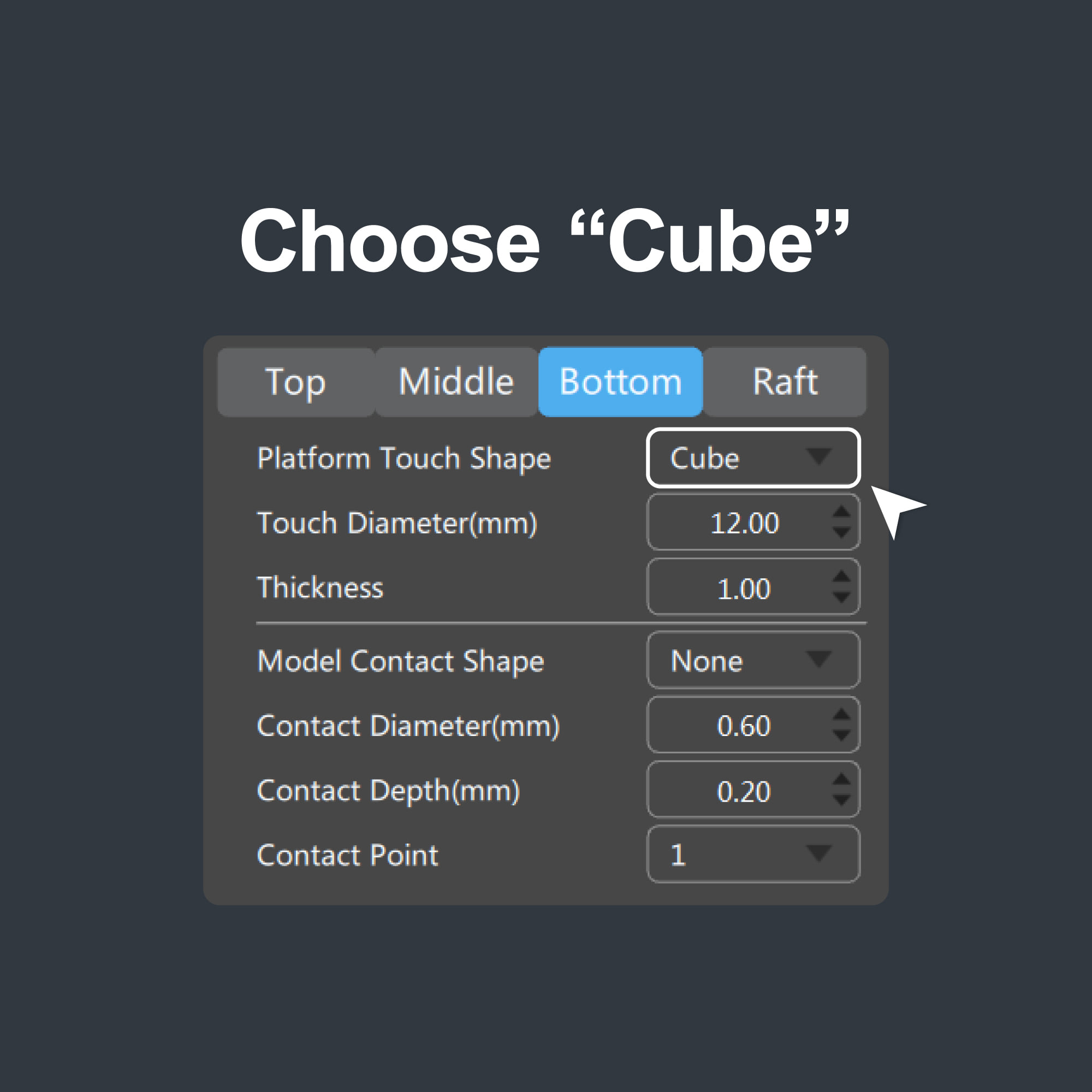
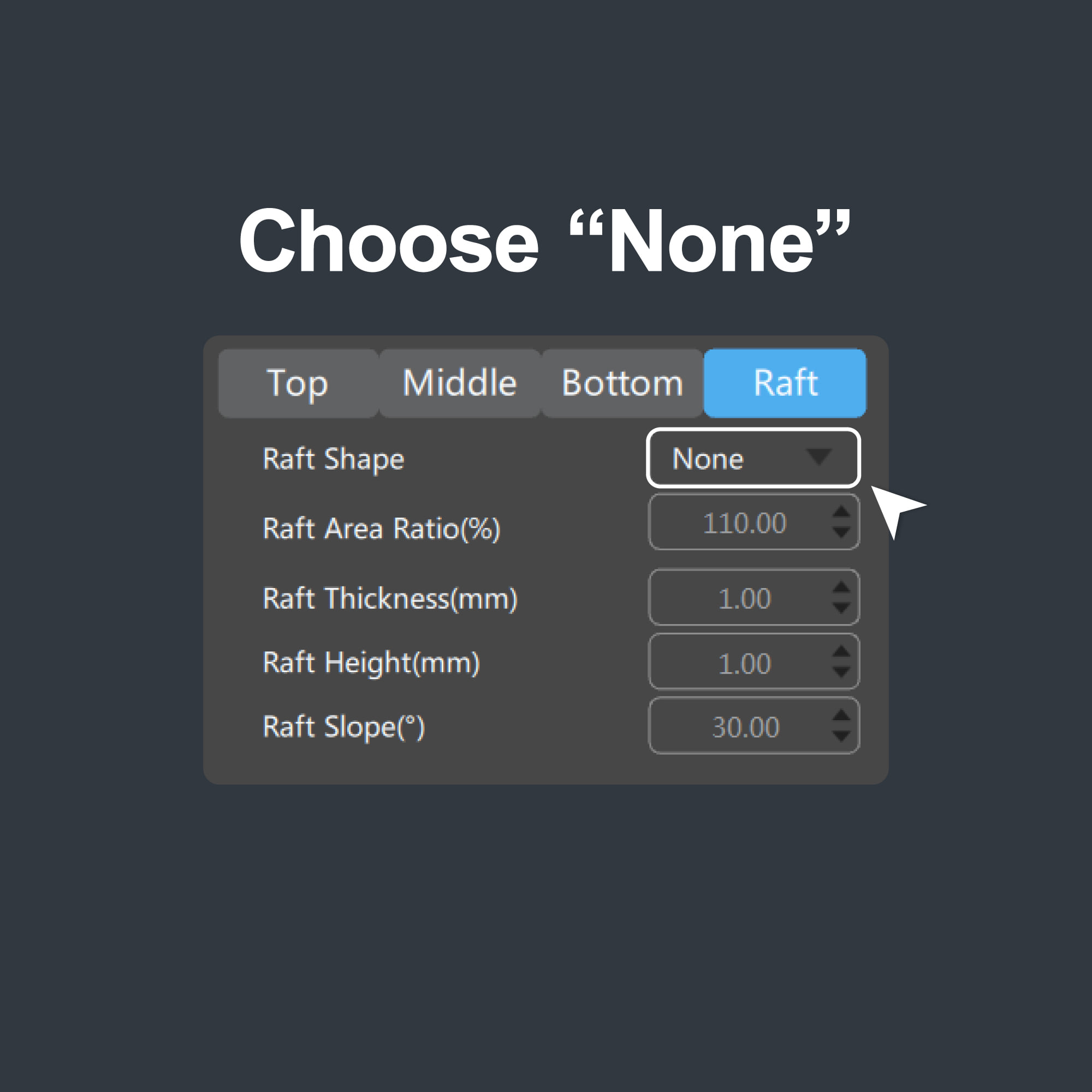
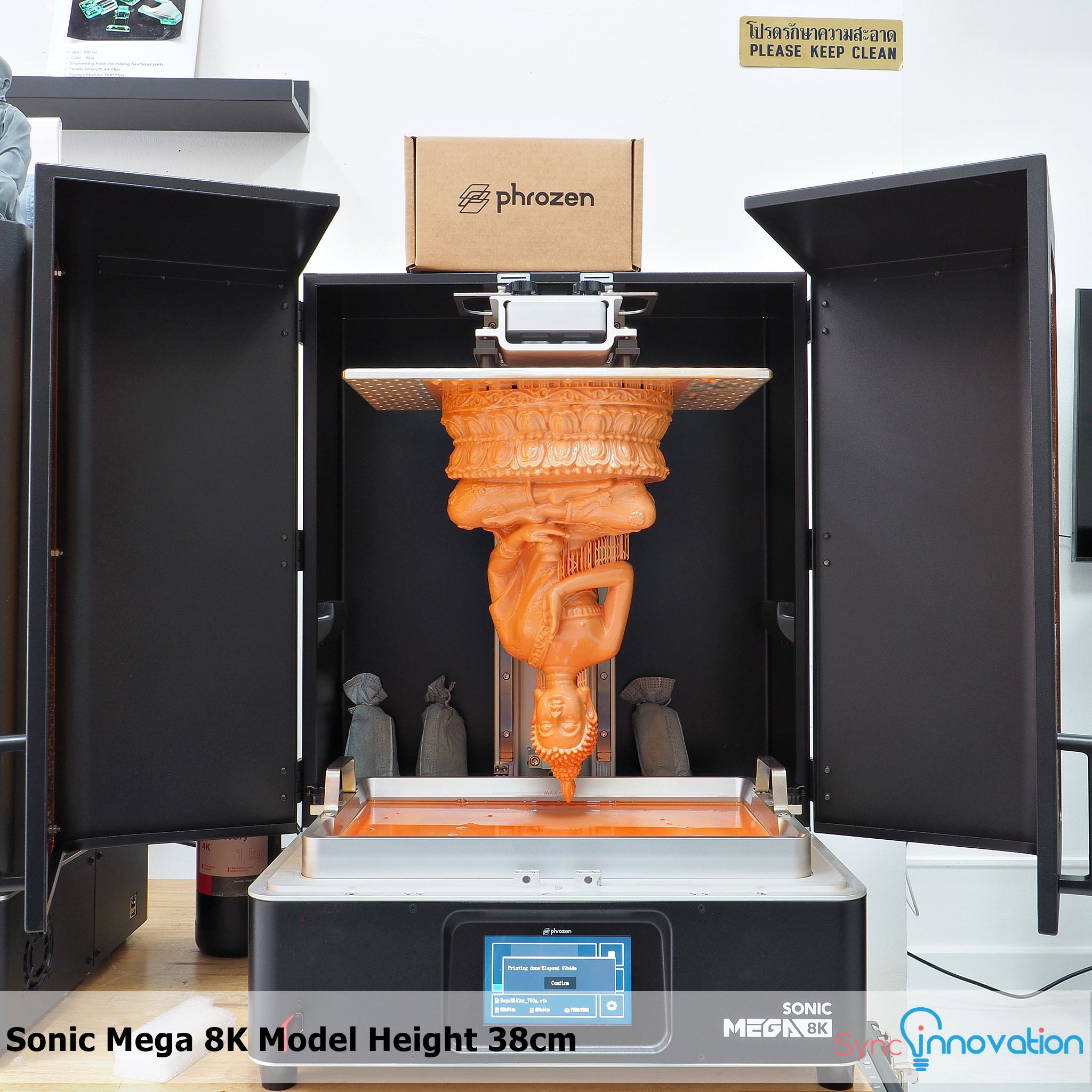
3.5. การพิมพ์งานขนาดใหญ่ ควรใช้ support ที่เยอะกว่าทั่วไป เพื่อป้องกันงานหลุด หรือฉีกขาดระหว่างการพิมพ์ การตั้งค่า Support ตามภาพด้านล่างเป็นแนวทางเบื้องต้น สามารถปรับลดหรือแก้ไขได้ตามประสบการณ์ของผู้ใช้ ส่วน Support Density ควรมีค่ามากกว่า 80% ขึ้นไป

4. การสั่งพิมพ์
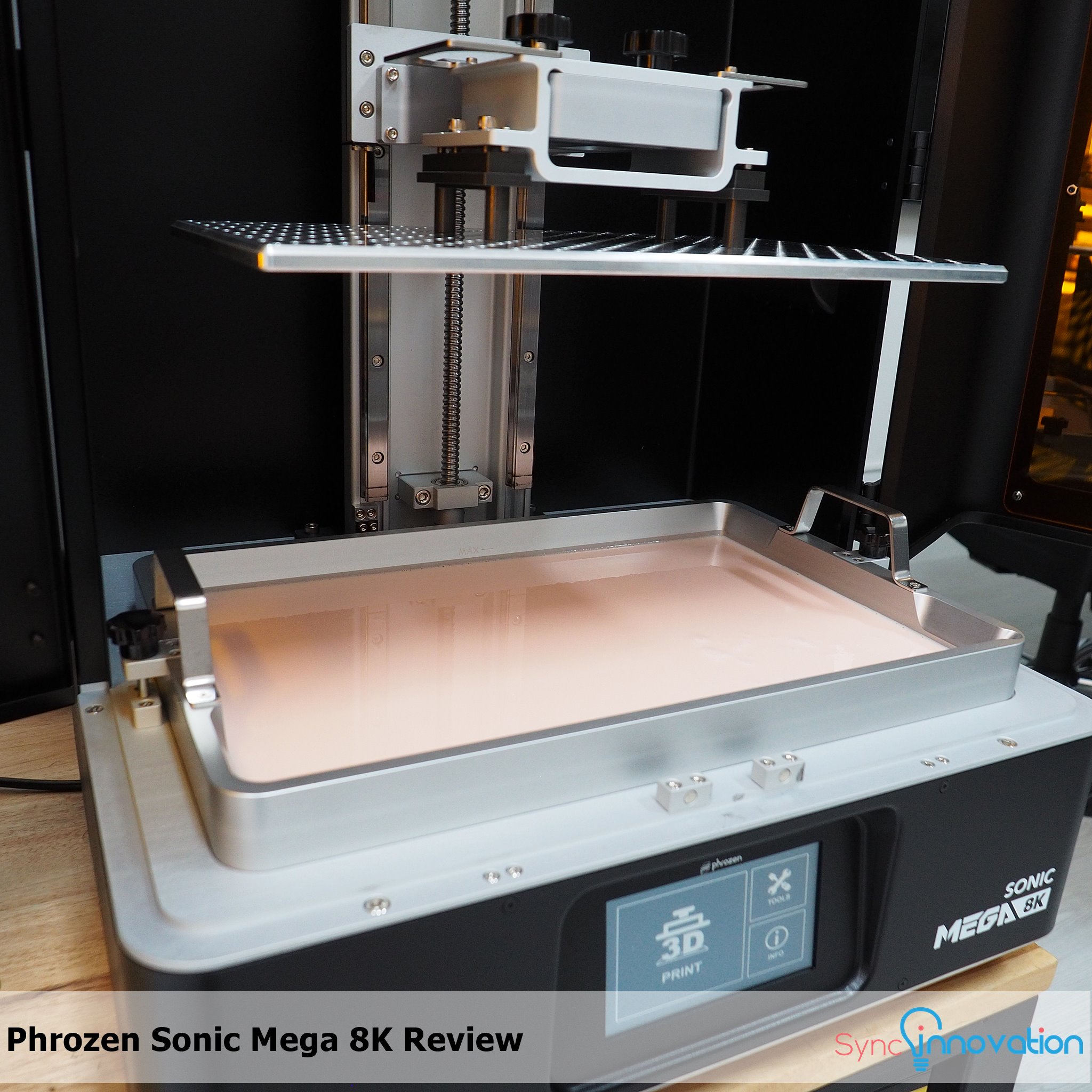
4.1 ติดตั้งฐานพิมพ์ (Build Plate) และถาดเรซิน (Resin Tank) ให้เรียบร้อย ขันน๊อตให้พอแน่นด้วยมือ ไม่ต้องตั้งระนาบฐาน เทเรซินอย่างน้อย 750 กรัม
4.2 ไปที่คำสั่ง Print หน้าเครื่องเลือกไฟล์ที่ต้องการพิมพ์ > Go หลังพิมพ์ไปประมาณ 10 นาที สามารถกด Pause เพื่อตรวจสอบชิ้นว่าติดฐานพิมพ์ หรือมีปัญหาหลุดติดที่ฟิล์มได้ เพื่อป้องกันการเสียเวลา



5.Post Processing หลังพิมพ์เสร็จ
5.1 หลังการพิมพ์เสร็จ ฐานพิมพ์จะเลื่อนขึ้นจนบนสุดตามภาพ (หรือในกรณีพิมพ์งานไม่สูงมาก จะเลื่อนถึงแค่ตรงกลาง)
5.2 .ใช้เกรียงเหล็กแซะชิ้นงานออกจากฐานพิมพ์ เพื่อให้สะดวกในการล้าง

5.3 ล้างด้วย IPA ประมาณ 2 นาที หรือมากกว่านั้น โดยต้องล้างให้สะอาดทั้งผิวด้านนอก และด้านใน จากนั้นใช้ Blower เป่าให้แห้งสนิท จากนั้นสามารถตัด Support ที่มาพร้อมชิ้นงานได้ในขั้นตอนนี้ สำหรับยงานในส่วนของโมเดล แบบจำลอง

5.4 สำหรับท่านที่มี Phrozen Mega Cure สำหรับเครื่อง Mega 8K โดยเฉพาะ ใช้เวลาอบประมาณ 2 นาที เพื่อให้ผิวสะอาด ไม่เหนียว หรือหากไม่มีสามารถตั้งทิ้งไว้ หรือตากแดดได้ แต่จะใช้เวลาไม่แน่นอน

6. ข้อมูลเรซินโปรไฟล์
- ดูการตั้งค่าได้ในลิ้งผลิตภัณฑ์ (คลิก)
7. การซ่อมบำรุง
8. ปัญหาที่อาจเกิดขึ้น
อยู่ในระหว่างการวบรวมข้อมูล หากพบปัญหากรุณาส่งข้อมูลมาที่ [email protected]
- ตรวจสอบการวางงานใน Chitubox ให้ติดฐานพิมพ์
- ตรวจสอบการตั้งค่า Resin ใน Chitubox
- เทเรซินที่มีออกทั้งหมด
- ใช้เกรียงพลาสติกแซะออก
- กรณีที่ติดจำนวนมาก และแยกส่วน ใส่เรซินให้ท่วมเล็กน้อยไปที่คำสั่ง Tool>Vat Cleaning ตั้งเวลา 30 วินาที เครื่องจะฉายแสงทั้งจอ ทำให้การแกะสะดวกขึ้น
- Support เล็กไป
- Support หนาแน่นน้อยไป ควรใช้ค่าอย่างต่ำ 80% ใน Chitubox
- เวลาฉายแสงไม่เหมาะสม ต้องเพิ่มขึ้น
- เวลาฉายแสงน้อยไป
- Support น้อยไป
- ผนังงานบางเกินไป
- เรซินทุกชนิดมีการหดตัวในแนวแกน XYZ ไม่เท่ากัน เฉลี่ยนอยู่ที่ 1% เป็นค่าเริ่มต้น

