
















































































































Resin 3D Printer กลายเป็นเครื่องยอดนิยมในปัจจุบัน ด้วยราคาที่ถูกลงแบบจัดต้องได้ และผิวงานเรียบ สม่ำเสมอ เหมาะกับงานต้นแบบ โมเดล ฟิกเกอร์ทั่วไป ซึ่งหลายๆคน น่าจะเจอปัญหาการใช้งานไม่มาก ก็น้อย ซึ่งจากประสบการณ์ที่ผ่านมา ปัญหาส่วนใหญ่สามารถแก้ไขได้ด้วยการ ปรับแก้ตัวแปรของโปรแกรม Slicer เช่น Chitubox Lychee หรือ Formware ดังนั้นใครที่พบปัญหาเรื่องคุณภาพงานที่ออกมา หรืออยากใช้งานเครื่องให้เต็มประสิทธิภาพ สามารถหาข้อมูลได้จากบทความนี้ได้เลย ทั้งนี้บทความนี้ได้แปลมาจากทาง Ameralabs หากใครต้องการอ่านต้นฉบับภาษาอังกฤษ สามารถอ่านได้ที่ลิ้งนี้ (คลิก)
การเตรียมพร้อมสำหรับข้อมูลตั้งค่า Slicer
- การตั้งค่าไม่มีค่าไหนดีหรือเหมาะสมที่สุด ผู้ส่วนใหญ่จะให้ค่ากลางที่ทดสอบแล้วให้ผลดีไว้ ซึ่งผู้ใช้ต้องนำมาทดสอบเองอีกที ให้เหมาะกับ 3D Model ที่ต้องการใช้
- ดาว์นโหลดไฟล์ทดสอบ แนะนำของ Ameralabs Phrozen หรือ Siraya Tech (คลิกที่ชื่อเพื่อไปที่ลิ้งดาวน์โหลด) โดยบทความนี้เน้นใช้ของ Ameralabs
- ไฟล์ 3D Model การทดสอบจะช่วยให้ผู้ใช้ตัดสินใจได้ว่าค่าที่ใช้อยู่เหมาะสมหรือต้องปรับแด้อย่างไร มีค่ามากเกิน หรือน้อยเกิน รายละเอียดครบหรือขาดหาย
- ทั้งนี้ไฟล์ทดสอบก็เป็นแค่การทดสอบ ความสำเร็จและคุณภาพยังขึ้นกับอีกหลายปัจจัย เช่น การทำ Support การตั้งค่าความเร็ว ความหน่วง ชนิดของเรซิน



การหาค่าที่เหมาะสมที่สุด
- อย่างที่ได้กล่าวไว้ด้านบน คือค่าตัวแปรในการฉายแสง ไม่มีค่าที่เหมาะสมในทุกกรณี
- การฉายแสงที่มากไป (Over Exposure) อาจทำให้รายละเอียดเล็กๆขาดหาย แต่ในอีกมุมหนึ่งคือ ปริ้นงานได้สมบูรณ์ มีรูปร่างครบตาม แบบ 3D Model ไม่มีริ้วรอยการดึงยืดจนงานเสียรูป
- การฉายแสงที่น้อยเกินไป (Under Exposure) อาจทำให้ส่วนเล็กๆของชิ้นงานหลุด Support ขาดหายไป จากแรงดึงขึ้น-ลง ในแต่ละชั้น แต่ในส่วนที่รายละเอียดอาจจะมีความชัดมากขึ้น ขนาดรู ลึก สวยงาม
- ความแตกต่างของ เวลาฉายแสง 1.2 วินาที และ 2.2 วินาที ตามภาพด้านล่าง
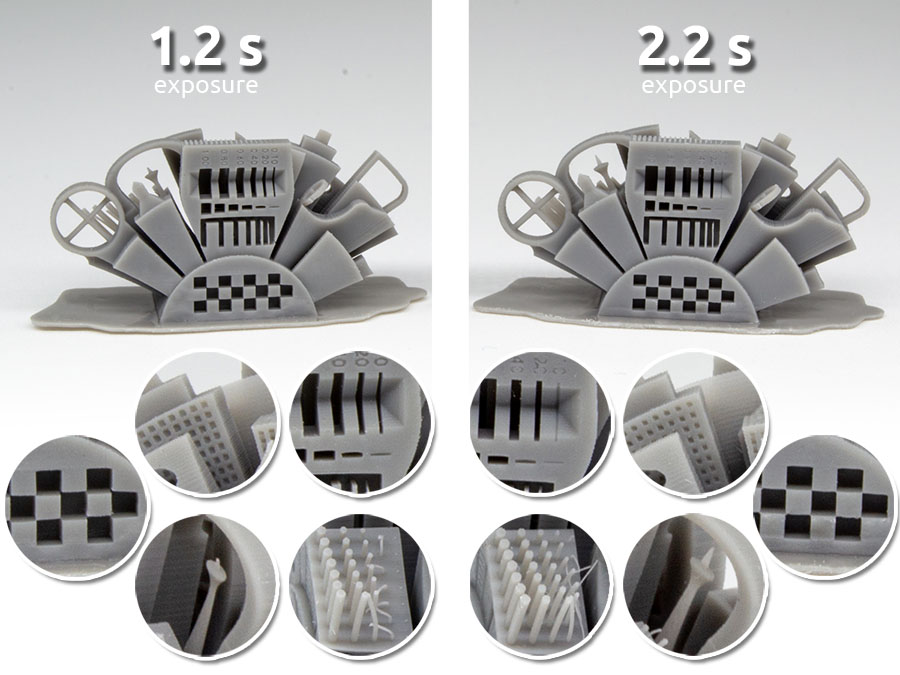
เวลาฉายแสง 1.2 วินาที
- รายละเอียด รู ร่อง ส่วนเล็กคมชัด มีความลึก
- ตัวอักษรชัดเจน
- ส่วนที่เป็นเสาร์ หรือแท่ง ขึ้นบางส่วน หรือมีการเสียรูป
- เหมาะกับการปริ้นงานที่ต้องการรายละเอียดคมชัด มี texture หรืองานจิวเวลรี
เวลาฉายแสง 2.2 วินาที
- ร่องหรือรูต่างๆ โดนปิดสนิท หรือตื้นขึ้นแบบเห็นได้ชัด
- ส่วนเสาร์ขนาดเล็ก หรือส่วนแท่งเล็กๆ สามารถขึ้นได้ทั้งหมด
- ตัวอักษขาดหาย ไม่ชัด รูโดนปิดเกือบทั้งหมด
- เหมาะกับงานใหญ่ๆ ที่ไม่ได้มีรายละเอียดเยอะ ต้องการความสำเร็จในการปริ้น หรือบางกรณีเหมาะกับงานที่ใช้ support ขนาดเล็ก ทำให้แกะงานง่าย และยังไม่หลุดกับตัวงาน
ทั้ง 2 กรณีเป็นตัวอย่าง ที่ใช้เครื่องแบบเดียวกัน เรซินชนิดเดียวกัน ต่างกันที่เวลาในการฉายแสงก็ส่งผลต่อ งานที่ได้แล้ว ดังนั้นการตั้งค่าในทุกตัวแปรของโปรแกรม Slicer จึงมีความสำคัญมาก โดยบทความนี้จะใช้ค่าตัวแปร Wording จาก Chitubox เป็นหลัก
ตัวแปรต่างๆในโปรแกรม Chitubox
1. Layer Thickness
- ผู้พัฒนาแต่ละรายอาจจะใช้คำต่างกัน สามารถดูรายละเอียดเพิ่มเติม ได้ที่บทความ “ศัพท์เทคนิคที่ใช้ในเทคโนโลยี 3D Printing”
- หลายๆ Slicer จะใช้คำว่า Layer Height, Resolution หน่วยมักเป็น x.xxx mm
- หลักการฉายแสงที่เกี่ยวข้องกับตัวแปรนี้คือ ยิ่งบาง น้อย ต่ำ ยิ่งต้องใช้เวลาฉายแสงน้อย ยิ่งสูง หนา มาก ต้องใช้เวลาฉายแสงเพิ่มขึ้นด้วย
- ความละเอียดสูง จำนวนชั้นเยอะ เวลาพิมพ์จะเพิ่มขึ้นเป็นเท่าตัว

- มาตรฐานเครื่องทั่วไปคือ 0.05 mm หรือที่เรียกทั่วไปว่า 50 ไมครอน
- ขณะที่งานจิวลเลรี หรืองานโมเดลขนาดเล็กๆ กว้าง 1-2 cm อาจจะต้องเพิ่มความละเอียดของชั้นเป็น 20-25 ไมครอน (0.02-0.025 mm)
- สำหรับงานทันตกรรม การพิมพ์แบบจำลองฟัน มีการใช้งานตั้งแต่ 70 ไมครอน จนไปถึง 300 ไมครอน เพื่อความรวดเร็วในการขึ้นแบบให้ทันต่อความต้องการ (0.07-0.3 mm)
- ทั้งนี้ยิ่งความหนาชั้นมากขึ้น รอยต่อของชั้นก็จะชัดเจนมาก ในขณะที่เวลาในการปริ้นลดลงตามไปด้วย
- อย่างไรก็ตามความละเอียดมากในช่วง 20-30 ไมครอน แทบจะไม่เห็นความแตกต่างในการพิมพ์แล้ว หรืออย่างภาพตัวอย่าง 10-20 ไมครอนก็ยากที่จะแยกรายละเอียดได้ หากไม่ส่องกล้องขยายดูผิวชิ้นงาน

- นอกจากนี้ยังมีปัจจัยจากผู้ผลิตเรซิน ที่มีสมบัติต่างกัน บางชนิด เหมาะกับงานที่มีความละเอียดสูง บางชนิดเหมาะกับงานพิมพ์ขนาดใหญ่ การยึดเกาะระหว่างชั้นทำได้ดี
- เรซินต้นแบบสำหรับงานความละเอียดสูง มักจะปริ้นง่ายในทุกกรณี ใช้เวลาฉายแสงน้อย การยึดเกาะทำได้ดี แม้จะเป็นส่วนเล็กๆ
- ปัจจัยสำคัญอีกตัวคือการสร้าง Support สำหรับการพิมพ์งานที่มี Layer Thickness ต่างกัน ซึ่งส่งผลต่อความสำเร็จ
- ผู้เขียนบทความยังแนะนำให้ผู้ใช้ทดสอบการพิมพ์ Bridge หรือ ส่วนที่ไม่มี Support รองรับ เพื่อประเมินว่า ควรใช้ Support ระยะห่างเท่าไหร่ ชิ้นงานจึงจะไม่เกิดอาการย้อย ได้สัดส่วนตามที่ออกแบบ (ลิ้งโหลด)

2. Normal Layer Exposure Time
- 1 ในค่าที่สำคัญที่สุดของการพิมพ์เรซิน แต่ละโปรแกรมอาจใช้ศัพท์ต่างกัน เช่น exposure time, layer exposure time, layer cure time หรือ cruing time ซึ่งความหมายเหมือนกันทั้งหมดคือ เวลาที่ฉายแสง UV (แสงสีม่วง) ชั้นทั่วไป
- เป็นค่าที่ต้องพอดีกับงานที่ต้องการพิมพ์ หากมากเกินไป หรือน้อยเกินไป มักทให้เกิดปัญหาอื่นตามมา
- ปัจจัยที่ส่งผลต่อค่านี้คือ ชนิดเรซิน, Layer Thickness, Model Size และความเข้มแสงของแต่ละเครื่อง

Under Exposure 1
layer มีการฉีดขาดออกจากกัน รายละเอียดส่วนเล็กๆไม่สามารถขึ้นได้

Under Exposure 2
layer เชื่อมติดกันดีแล้ว แต่รายละเอียดส่วนเล็กๆ ยังขาดหาย หรือไม่แข็งแรง อาจจะมาจากสาเหตุทั้งเวลาฉายแสงน้อย และทำ support ไม่ใหญ่เพียงพอ หากไม่สนใจรายละเอียดเล็กๆที่ขาดหาย ค่านี้สามารถใช้ได้

Over Exposure 1
ตัวอักษรที่เป็นร่องลึกและส่วนอื่นๆที่เป็น texture กลายเป็นผิวเรียบทั้งหมด

Over Exposure 2
รายละเอียดส่วนที่เป็นร่อง เชื่อมติดกันเป็นพื้นที่ปิด รายละเอียดตัวอักษร หรือ Texture หายทั้งหมด
- การหา Exposure Time ที่เหมาะสมนั้น ต้องทดสอบหลายตัวแปร โมเดลทดสอบส่วนใหญ่เป็นการเริ่มต้นที่ดี
- แต่การทดสอบกับ 3D Model ที่ต้องการใช้งานจริงนั้นอาจจะต้องมีการปรับเปลี่ยนอีกตาม ข้อจำกัด เช่น ขนาด Support ไม่สามารถทำใหญ๋ได้ หรือปริ้นครั้งละจำนวนมากๆ ซึ่งตัวแปรส่วนนี้ทำให้ผลการตั้งค่าต่างจากโมเดลทดสอบ
- ผู้ผลิตหรือผู้จำหน่ายหลายรายมีค่ากลางมาให้แล้ว ดังนั้นผู้ใช้สามารถนำไปใช้เป็นจุดเริ่มต้นได้
- เครื่องพิมพ์ถึงแม้จะรุ่นเดียวกัน เรซินชนิดเดียวกัน ก็ยังให้ผลที่แตกต่างกันในบางครั้ง ขึ้นกับปัจจัยส่วนอื่นๆอีก เช่น อายุเรซิน สภาพอากาศ ระบบไฟ สภาพของ FEP และหลอด LED ในปัจจุบัน
3. Bottom Exposure Time
- เป็นค่าเริ่มต้นสำคัญ ที่ทำให้ชิ้นงานติดฐานพิมพ์ตอนปริ้น โปรแกรมอื่นๆอาจใช้คำว่า bottom exposure time, initial exposure time, base layers exposure, Burn in layer
- ค่านี้คือการฉายแสงช่วงแรกของการพิมพ์ ซึ่งมักมีค่ามากกว่าชั้นทั่วๆไป หลายเท่า และมีการตั้งค่าหลากหลายมาก ไม่มีสูตรสำเร็จ
- ควรใช้ค่าตามผู้ผลิตเป็นค่าเริ่มต้น โดยปกติจะอยู่ที่ 5 เท่า ของค่าการฉายแสงปกติ สำหรับบทความต้นฉบับแนะนำการต้งค่า
- ถ้าเวลาฉายแสงอยู่ที่ 2 วินาที ควรตั้งค่า 20-30 วินาที
- ถ้าเวลาฉายแสงอยู่ที่ 7 วินาที ควรตั้งค่า 70-80 วินาที

4. No. of Bottom Layer
- เป็นจำนวนชั้นที่เครื่องจะฉายแสงตามเวลาในข้อที่ 3 อาจใช้คำว่า number of bottom layers, bottom layer count, number of base layers ในบางโปรแกรม
- อย่างน้อยควรมี 2-4 layer ขั้นต่ำเพื่อให้ชิ้นงานเกาะกับฐานพิมพ์ได้ดี อื่นๆบทความต้นฉบับแนะนำ
- ความละเอียด 50 ไมครอน Raft ควรหน้า 0.1-0.2 mm จำนวนชั้น Bottom 4-6 Layer รายละเอียดตามภาพด้านล่าง เพื่อให้ถึงส่วนของ Base Support
- 50 ไมครอน Raft ควรหน้า 0.04-0.08 mm จำนวนชั้น Bottom 4-6 Layer
- สำหรับงานที่พิมพ์โดยไม่มี Raft แนะนำ 2-4 Layer

- ปัญหาชิ้นงานปริ้นไม่ติดฐานพิมพ์ ล่วงไปติดที่ฟิล์ม ส่วนหนึ่งเกิดจากการตั้งค่า การพิมพ์ที่ฐานไม่เหมาะสม แต่ก็ยังมีอีกหลายสาเหตุ
- ฐานพิมพ์ตั้งไม่ได้ระนาบ เอียงบางด้าน
- ฐานพิมพ์โก่งงอ ต้องเจียรผิวใหม่
- ผิวของฐานพิมพ์เรียบเกินไป ควรทำรอยบาก หรือทำรอยขรุขระโดยขัดกระดาษทราย หรือกรีดทำร่อง
5. Transition Layer Count
- หรือบาง Slicer ใช้คำว่า faded layers
- เป็นค่าที่เวลาฉายแสงจะลดลงจาก Bottom layer ไปจนถึง Normal Layer
- หลายโปรแกรมไม่สามารถปรับค่านี้ได้
- ค่าปกติที่ควรใช้งานคือ “0” แต่ปัจจุบันผู้ผลิตเครื่องจำนวนมากมักใส่ค่านี้ไว้แล้ว 4-6 layer

- ใช้ตามที่ผู้ผลิตตั้งมา หรือใช้เป็น 0 (ไม่มี)
6. Lift Height
- คือค่าระยะยกฐานพิมพ์ หลังฉายแสงเสร็จ
- ค่าที่เหมาะสมคือระยะยกที่ชิ้นงานหลุดจาก FEP Film ได้ทั้งหมด
- ค่านี้สอดคล้องกับขนาดของฐานพิมพ์ และจำนวนชิ้นงานที่ปริ้น
- ยิ่งฐานพิมพ์ใหญ่ ควรยกสูงพอจนงานบริเวณขอบ และตรงกลางหลุดได้ทั้งหมด
- ยิ่งยกสูง เวลาในการพิมพ์โดยรวมจะสูงขึ้นตาม
- เครื่อง LCD 5-7 นิ้ว 5-6 mm
- เครื่อง LCD 8-10 นิ้ว 7-8 mm
- เครื่อง LCD 13-15 นิ้ว 9-12 mm
7. Lift Speed
- คือค่าความเร็วในการยกขึ้นของฐานพิมพ์ หลังฉายแสงเสร็จ
- ค่าแนะนำอยู่ที่ 40-60 mm/min สำหรับชั้นทั่วไป (Normal)
- ในกลุ่ม Maker มีการตั้งค่ายกแบบความเร็วสูง หรือที่เรียกกันว่า Vroom ใช้ความเร็ว 180-300 mm/min พบว่าให้ผลทีดี เช่นเดียวกัน อย่างไรก็ตามการยกชิ้นงานที่ความเร็วสูง ส่งผลให้อายุของ FEP Film สั้นลง
- สำหรับมือใหม่ หรือคนที่ต้องการความแน่นอน ผู้เขียนแนะนำให้ ยกขึ้นช้าที่สุด
- บางเครื่องมีการล๊อกที่ตัวเครื่อง ไม่สามารถปรับ Speed ได้
8. Retract Speed
- คือค่าความเร็วในการเคลื่อนที่ลงของฐานพิมพ์มายังจุดฉายแสง
- ค่านี้มักมีการตั้งกันที่ 150-400 mm/min
- ค่านี้มักไม่มีผลต่อคุณภาพการพิมพ์ ส่วนที่จะมีผลคือค่า Delay ก่อนฉายแสง
9.Rest Time After Retract (Chitu Slicer)
- 1 ในค่าที่สำคัญอีกค่าหนึ่ง ที่ผู้พัฒนาโปรแกรม Slicer เริ่มให้ค่าความสำคัญ คือการหน่วงเวลาฉายแสงหลังจากฐานพิมพ์เคลื่อนที่ลงมายังจุดฉายแสง
- คำอื่นๆที่มีความหมายเหมือนกันคือ light-off delay, exposure off time, total off time, rest time before lift, rest time after lift
- สาเหตุเพราะต้องการให้เรซินที่เคลื่อนที่จากการกดลงของฐานพิมพ์หยุดโดยสมบูรณ์ก่อนการฉายแสง
- โดยปกติแล้วจะอยู่ที่ 0.5-1 วินาที แต่จากข้อมูลส่วนใหญ่ผู้ผลิตจะตั้งกันไว้ 1-3 วินาที สำหรับเรซินทั่วไป และ 4-5 วินาทีสำหรับเรซินแวกซ์ เรซิน หล่อ
- ใน Chitubox Version ก่อน 1.9 จะใช้คำว่า Light-off Delay ซึ่งคำนวนได้ยากว่าจะต้องใช้เท่าไหร่ จึงมีการเปลี่ยนมาใช้คำว่า Rest Time แทน


- หากไม่มีการใส่ค่าหน่วงเวลาฉายแสง ผิวงานที่ได้อาจจะมีขรุย หรือมีบางส่วนที่ไม่แข็งสมบูรณ์ตามภาพ เนื่องจากขณะฉายแสง ยังมีการเคลื่อนที่ของเรซินอยู่
- เครื่องอุตสาหกรรมบางชนิด ตั้งการหน่วงเวลามาได้พอดี กับชนิดเรซิน จนดูเหมือนไม่มีการหน่วงเลย

- เรซินทั่วไป ต้นแบบ ควรอยู่ที่ 2-3 วินาที
- เรซินวิศวกรรมที่มีความหนืดมากยิ่งขึ้น 3-4 วินาที
- เรซินแวกซ์ เรซินหล่อ 4-5 วินาที
10. Anti-aliasing, Grey Level, and Image Blur
- เป็นการตั้งค่าเพื่อลบรอยหยักของชิ้นงาน ซึ่งหากตั้งได้เหมาะสม ผิวงานจะเรียบ ดีมากขึ้น โดยรายละเอียดไม่ขาดหาย
- รายละเอียดเพิ่มเติมสามารถอ่านได้ที่บทความ “การตั้งค่าลบรอยหยัก“
- แต่ละเครื่องสามารถปรับค่าใน Chitubox ได้ไม่เหมือนกัน โดนส่วนของบทความต้นฉบับแนะนำใช้ตามภาพด้านล่าง ซึ่งใกล้เคียงกับที่ผู้เขียนใช้งานอยู่


11. Support Setting
- 1 ปัจจัยที่มีผลสำเร็จต่อคุณภาพชิ้นงาน และอัตราการพิมพ์
- Support แต่ใน Slicer มีการตั้งค่าแตกต่างกัน แต่ส่วนที่ผู้ใช้ต้องรู้ถึงเกี่ยวกับการสร้างคือ เครื่องที่ใช้งานอยู่ทำปลายเล็กสุดได้เท่าไหร่ เสาหลัก Support มีขนาดได้เล็กสุด เท่าไหร่ จำนวน Support เท่าใด จึงจะเหมาะสม
- การทำ support ใหญ่ และจำนวนเยอะ เป็นเรื่องที่ดี แต่จะทำให้การตกแต่งหลังปริ้นเสร็จ หรือ Post Process นั้น มีงานเพิ่มขึ้น เริ่มจากการตัด Support ที่ยากขึ้น การเก็บรอย Support ส่วนที่สัมผัสกับชิ้นงาน
- Support ของแต่ละ Application มีค่าที่แตกต่างกัน ทั้งจิวเวลรี โมเดล วิศวกรรม งานขนาดเล็ก หรือขนาดใหญ่ ชนิดของเรซิน
12 . Model Orientation
- เป็นการเพิ่มอัตราพิมพ์สำเร็จของชิ้นงาน และคุณภาพโดยรวม
- รายละเอียดเพิ่มเติมอย่างละเอียดอ่านได้ที่ “Resin 3D Printer กับเทคนิคการวางชิ้นงานให้เหมาะสม“
- ใน Chitubox Slicer เวอร์ชั่น Pro จะมีคำส่ง Auto Orientation ช่วยในการหามุมวางได้ง่ายขึ้น






2 thoughts on “ไกด์ตั้งค่า Slicer สำหรับ Resin 3D Printer (ใช้ได้ทุกโปรแกรม)”
ข้อ7 กับข้อ8 หน่วยความเร็วน่าจะผิดนะครับ จากตัวเลขนี้ น่าจะหน่วยเป็น mm/m ไม่ใช่ mm/s
ขอบคุณครับ แก้ไขแล้วครับ