
















































































































Chitubox : Best Free Slicer
เป็นโปรแกรม Slicer ของเครื่อง Resin 3D Printer ที่ได้รับความนิยมสูงมากในรอบหลายปีที่ผ่านมา เนื่องจากในขณะมีแค่โปรแกรม Creation Workshop ที่ใช้งานได้ฟรี แต่การทำงานและตั้งค่าตัวแปรต่างๆ รวมถึงการสร้าง support ทำงานได้ยากและข้อจำกัดมาก ดังนั้นโปรแกรมจากจีนตัวนี้ที่มีอินเตอร์เฟสเข้าใจง่าย สร้าง support ได้สะดวก แข็งแรง ปรับแต่งได้ทุกส่วน จึงเข้ามามีบทบาทมากขึ้น โดยแบบธุรกิจของผู้ผลิตคือการขายบอร์ดควบคุมเครื่อง 3D Printer เพื่อให้ใช้ร่วมกับตัวโปรแกรม ดังนั้นจึงมีผู้ผลิตจำนวนมากผลิตเครื่องที่มีหน้าตา และระบบการทำงานเหมือนกันหมด เช่น Anycubic Photon, Elegoo Mars, Epax และแบรนด์อื่นอีกเป็นสิบแบรนด์ ดังนั้นบทความนี้จะแนะนำทริคการใช้งานตั้งแต่เบสิคจนไปถึงระดับสูง เพื่อให้ใช้งานโปรแกรมได้เต็มประสิทธิภาพ
1. Support สามารถแก้ไขได้ทั้งหมด
เทคนิคแรกคือการสร้าง Support โดยมีขนาดที่เหมาะสม ซึ่งแต่ละเครื่องก็ต้องไปทดลอง ทดสอบกันเอง โดยมือใหม่อาจจะเลือกจากค่าปกติคือ Light Medium หรือ Heavy (กรอบที่ 1) แล้วกด +ALL เพื่อสร้างแบบอัตโนมัติไปก่อน เพื่อเรียนรู้การใช้งาน
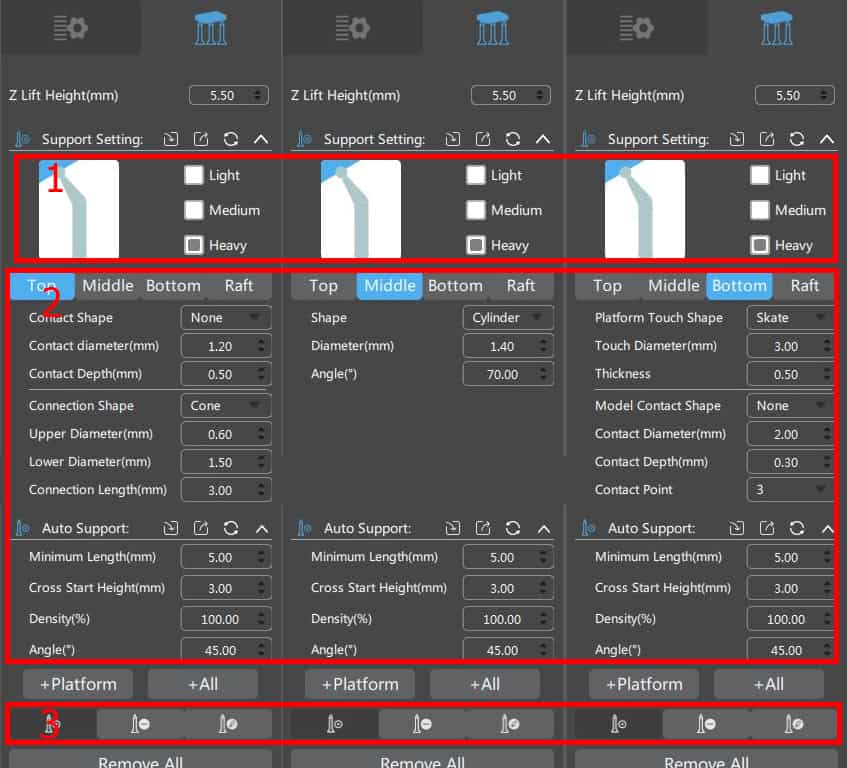
ส่วนคนที่ทดลองใช้อัตโนมัติไปซักพักจะพบว่า การปล่อยให้โปรแกรมสร้างอัตโนมัติ อาจทำให้งานที่ปริ้นเสียหายได้ เนื่องจากบางส่วนของชิ้นงานต้องการ Support เล็ก บางส่วนต้องการใหญ่ ดังนั้นสามารถเลือกขนาดตามที่ต้องการได้ในกรอบที่ 2 จากนั้นไปที่กรอบ 3 เครื่องหมายบวก สามารถเพิ่มจุดตามที่ต้องการได้
- Support ยิ่งเล็กยิ่งดีต่อผิวของชิ้นงานที่ไปสัมผัส การเก็บงาน ขัดผิวทำได้ง่ายขึ้น
- Support ที่เล็กเกินไปจะไม่สามารถรับน้ำหนักชิ้นงาน และแรงดึงของ FEP Film ขณะพิมพ์ได้
- สามารถลด เพิ่ม Support ได้อย่างอิสระ ทั้งตำแหน่งและขนาด
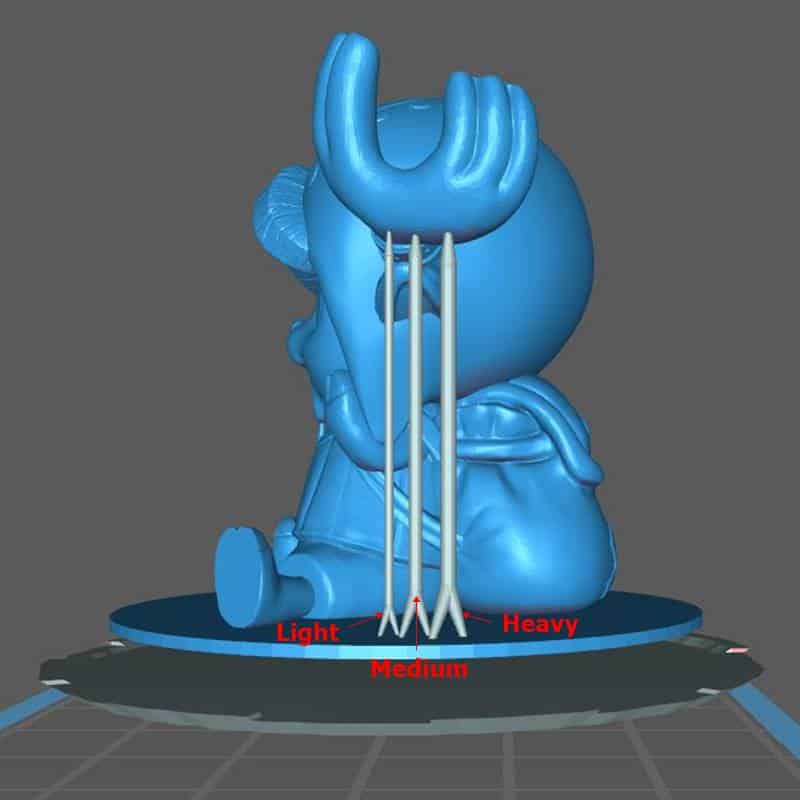
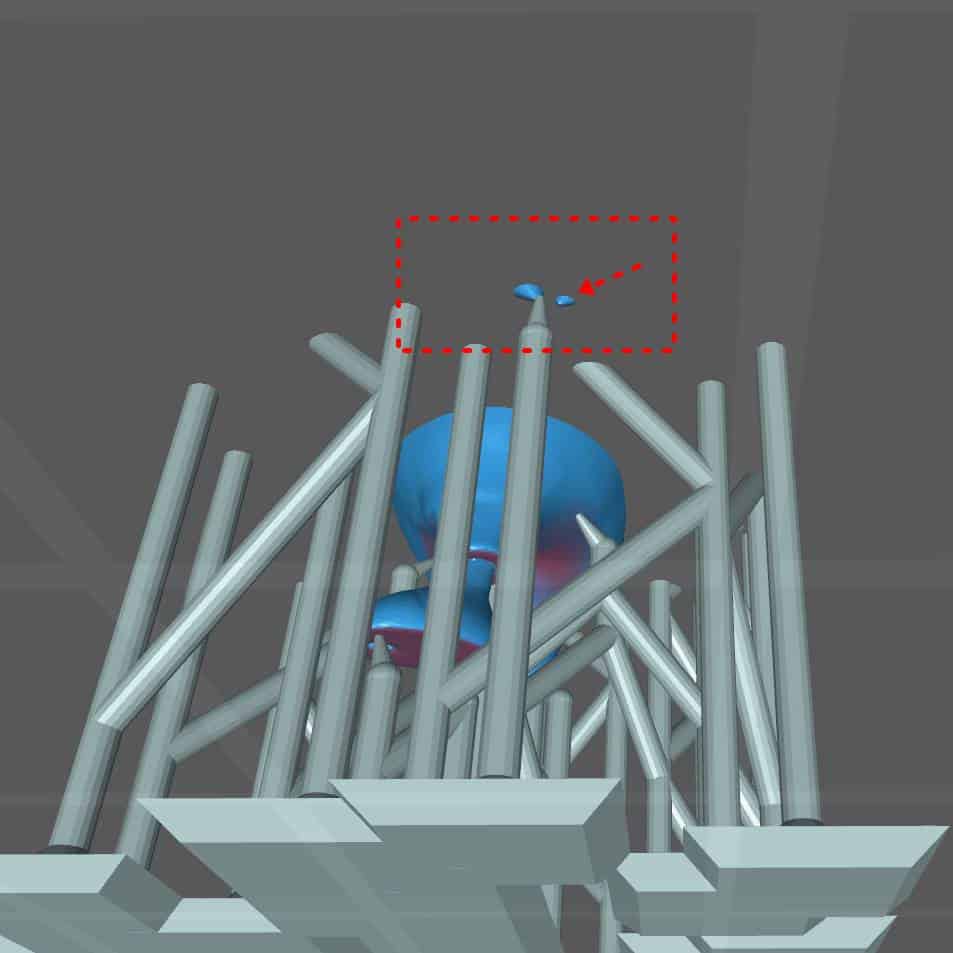
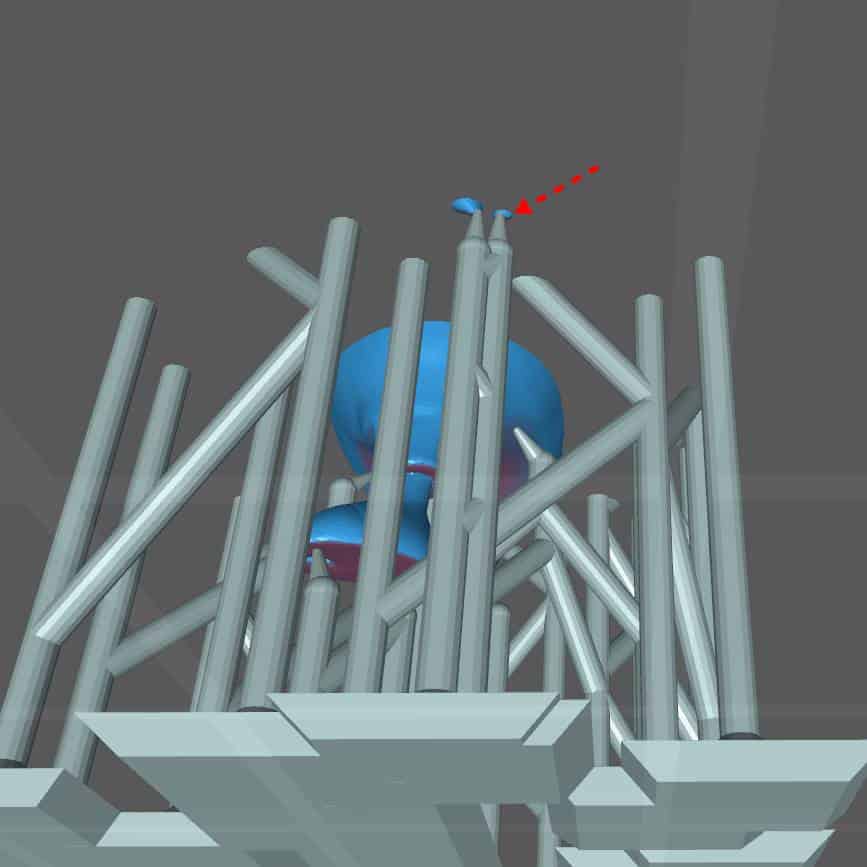
Chitubox ตั้งแต่เวอร์ชั่น 1.7.0 เป็นต้นไป จะมีความสามารถในการสร้าง Tree Support ที่เหมาะกับคนที่มีประสบการณ์ระดับหนึ่งทั้งเครื่องและวัสดุ ว่า support ขนาดใดที่สามารถรองรับน้ำหนักของชิ้นงานได้ โดยไปที่ Edit Support จากนั้นคลิ๊กซ้ายที่ตัว Node ปลาย 2 ครั้ง จนเป็นสีเขียวตามภาพ ซึ่งหากเลื่อนไปที่จุดใด จะมีการสร้าง support เพิ่มขึ้นมาจาก Node นั้นๆ

support ดังกล่าวจะมีขนาดเล็กกว่าค่าที่ตั้งไว้ แต่ถ้าใช้งานให้เหมาะสมจะได้ผิวที่ดีกว่าการตั้งค่า support ทั่วไป


2. วิธีการเพิ่มความแข็งแรงของ Support
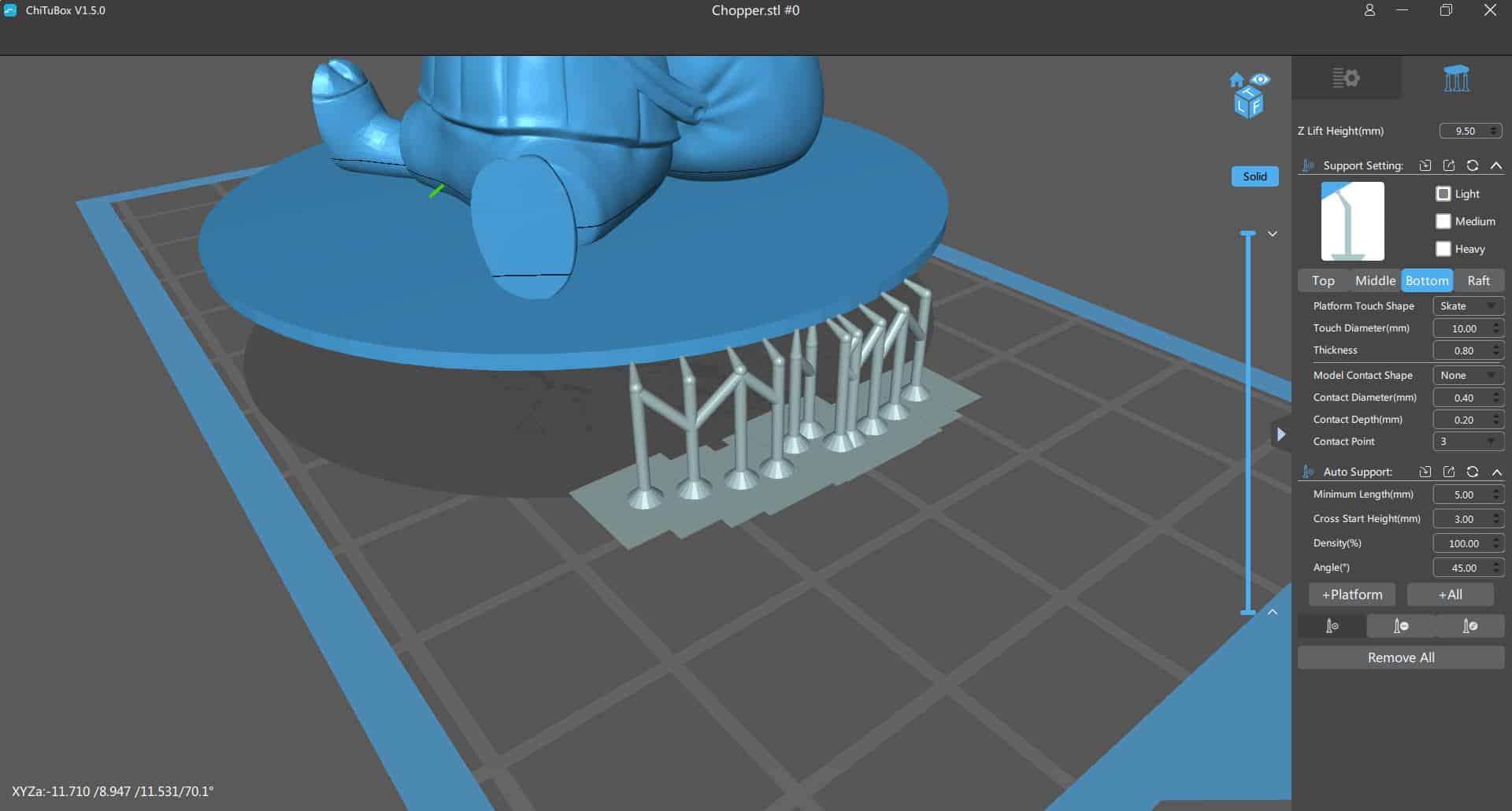
โดยปกติแล้วการเพิ่ม Support ใน Chitubox ตัวโปรแกรมจะสร้างกิ่งเชื่อมแต่ละต้นเข้าด้วยกันอยู่แล้ว (Branching) แต่ถ้าหากไม่พอใจ หรือคิดว่าไม่แข็งแรง เราสามารถเพิ่มเองได้ โดยกด Add Support แล้วเลือกไปที่ตัว Support แทนที่จะเป็นชิ้นงาน ทำให้เพิ่มความแข็งแรง โดยไม่ต้องไม่เกี่ยวข้องกับการตั้งค่าขนาดเลย
3. สร้าง Support ตรงนี้ไม่ได้ ทำอย่างไร ?
โดยปกติแล้วการ +ADD Support ตัวโปรแกรมจะยอมให้สร้างได้เฉพาะส่วนด้านล่างมาสัมผัสชิ้นงาน หรือมี support อื่นๆอยู่ใกล้ๆ ดังนั้นส่วนที่เป็นที่ว่าง และจำเป็นต้องมีกลับใส่เพิ่มไม่ได้ หลายคนก็แก้โดยการหมุนหามุมใหม่ โดยส่วนนี้มี 2 เทคนิคที่สามารถทำได้

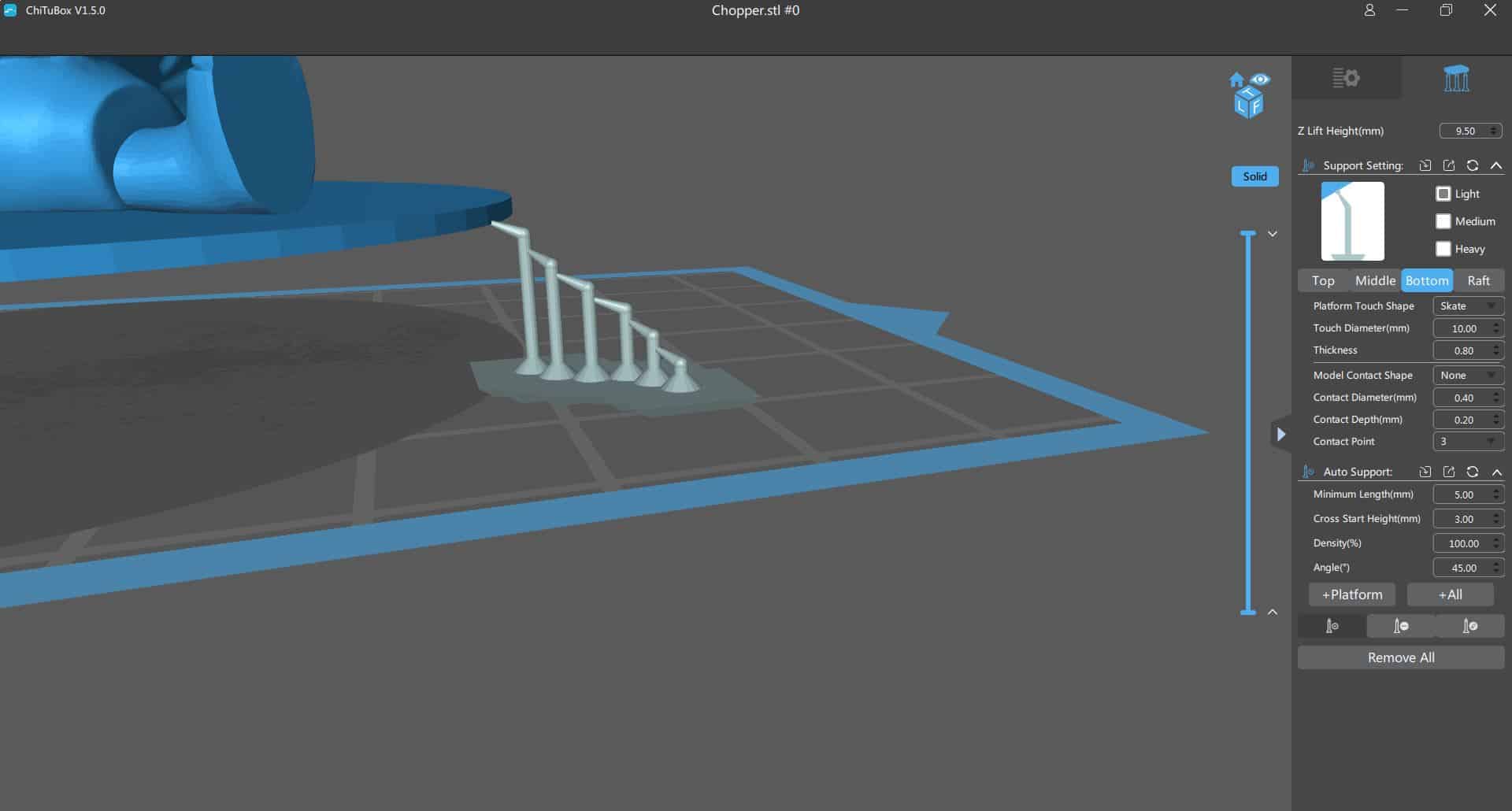
3.1 สร้าง support หลอกไล่มาจากส่วนที่สามารถเพิ่มได้แล้วค่อยลบทิ้งออกในภายหลัง

3.2 ใช้คำสั่ง Edit เพื่อดึง Support ไปยังจุดที่ต้องการ ซึ่งขนาดที่ปลายจะเล็กลง ดังนั้นหากสูงมาก ควรใช้ support เริ่มต้นขนาดใหญ่ หรือดึงหลายกิ่งเล็กๆรวมกันให้แข็งแรงมากขึ้น (วิธีนี้ควรมั่นใจว่าขนาดปลายสุดเพียงพอต่อการรับน้ำหนักชิ้นงาน)


4. เอียงชิ้นงานกี่องศาจึงเหมาะสม
สูตรมาตรฐานการวางคือเอียง 30-45 องศา เพื่อลดพื้นที่การพิมพ์และสัมผัสในแต่ละชั้น อย่างไรก็ตามควรพิจารณาถึงตัวแปรดังต่อไปนี้ด้วย
- สร้าง Support ได้ไม่ยาก ครอบคลุมทั้งหมด
- Support ที่สร้างขึ้น ไม่อยู่ในส่วนที่ต้องการโชว์ผิวชิ้นงาน เช่น ลวดลาย ตัวอักษร รายละเอียด
- Golden Ratio ของความสูงชั้น และความละเอียดของเครื่อง (อ่านรายละเอียดเพิ่มเติม)

5. ตรวจสอบอย่างไรว่าสร้าง Support เหมาะสมแล้ว
ข้อนี้สำคัญอย่างมากต่ออัตราการพิมพ์สำเร็จของชิ้นงาน ซึ่งต้องอาศัยประสบการณ์ และเวลาในการตรวจสอบพอสมควร หลักการคือ “ไล่ดูการพิมพ์แต่ละชั้นว่ามี support รองรับครบหรือไม่” ปกติการทำงานจะกด Add support อัตโนมัติก่อน แล้วค่อยตรวจสอบทีละชั้น
- Add Auto support ที่ต้องการ
- ไปที่ slice view ด้านขวา เลื่อนขึ้นทีละชั้น หากมีส่วนไหนที่เป็นชั้นของการปริ้น 3D แล้วยังไม่มี support มารองรับก็เพิ่มเข้าไป
- ตรวจสอบจนครบทุก layer การพิมพ์
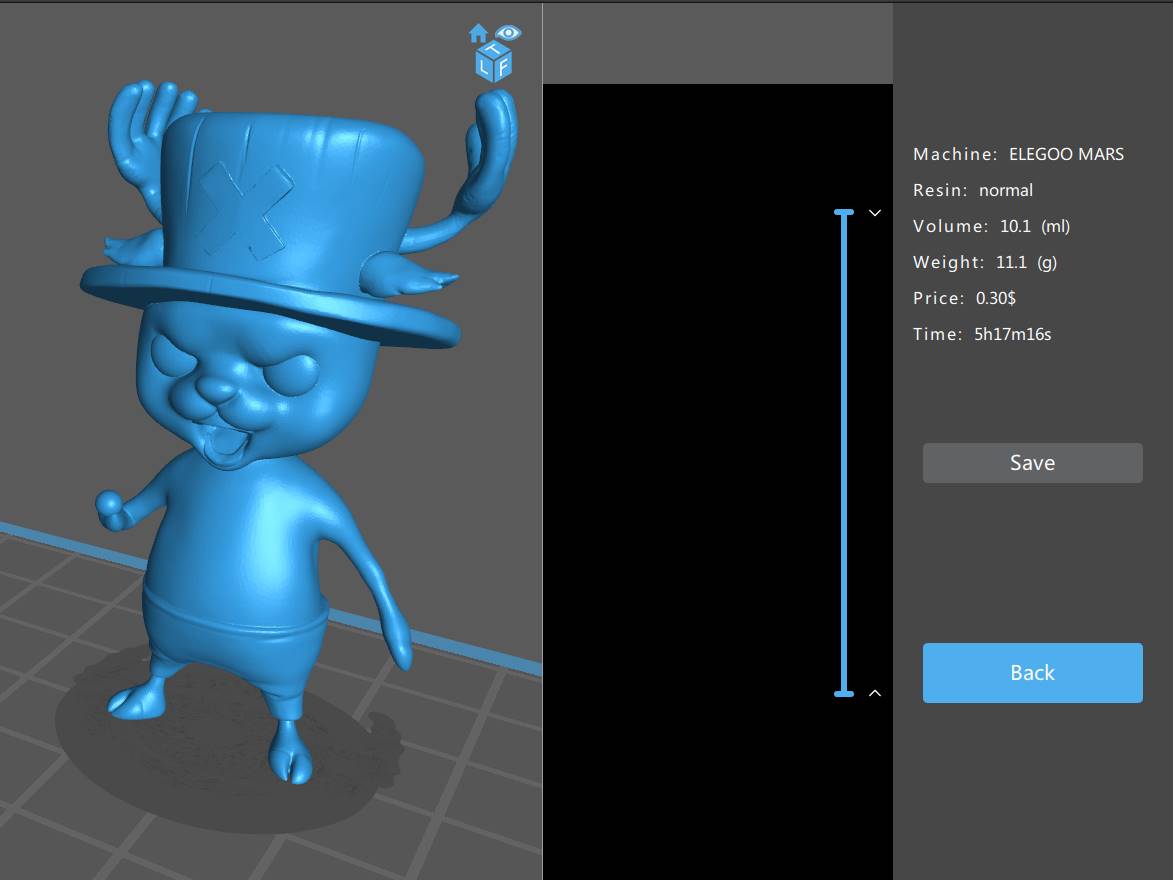
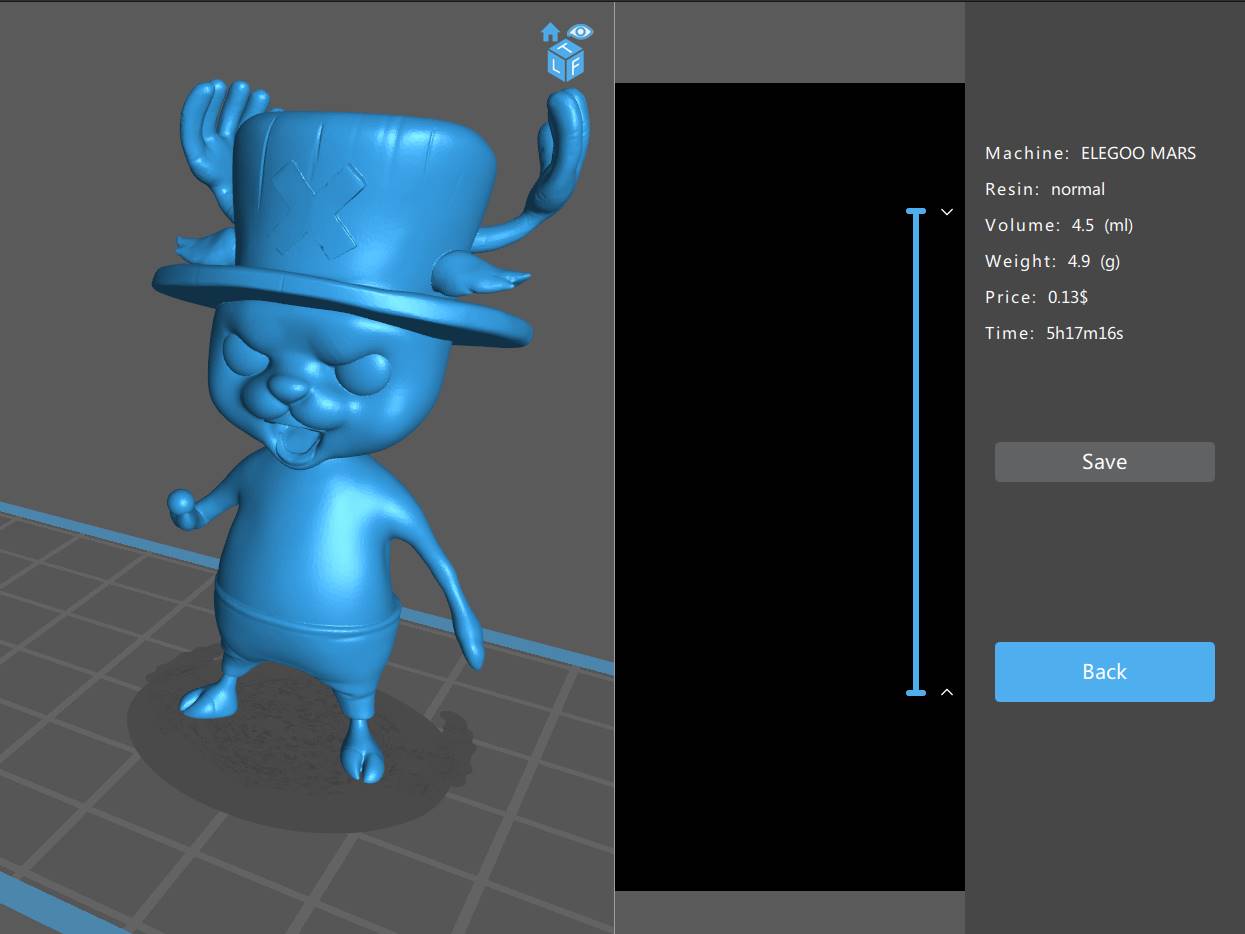
6. Hollow ชิ้นงานเพื่อลดเนื้อวัสดุ
การวาด 3D Model หลายคนคงไม่ได้เผื่อการนำมาใช้กับ 3D Printer ดังนั้นจึงเป็นมีลักษณะตันซึ่งสิ้นเปลืองเรซิน แถมยังมีโอกาสงานเสียมาก เนื่องจากพื้นที่สัมผัสแต่ละชั้นเยอะมาก มีโอกาสที่จะลอก (peel) ไม่ขึ้น ดังนั้นควรใช้คำสั่ง Hollow ด้านบน เพื่อทำกลวงข้างใน
- ขนาดความหนาผนังสำหรับงานโมเดลควรอยู่ที่ 1-2 mm
- ความหนาสำหรับงานวิศวกรรมไม่ควรต่ำกว่า 2.5 mm หรือต้องปริ้นตันเพื่อความแข็งแรง
- ต้องเพิ่ม Drain Hole ทุกครั้ง ที่มีการทำกลวง (อ่านเรื่องปัญหาชิ้นงานแตกร้าว)
7. ฟังก์ชั่น AA เพื่อลบรอยหยัก เพื่อความเนียน
ที่หน้าจอของโปรไฟล์เรซินแถบ Advance จะมีคำสั่ง Anti-Aliasing หรือคำสั่งลบรอยหยักซึ่งจะพบเห็นบ่อยในเกม 3D มีให้เลือก 3 ระดับคือ 2x 4x 8x ซึ่งจุดนี้ต้องทดลองเอง
- เหมาะกับชิ้นงานที่มีผิวโค้ง
- ไม่เหมาะกับชิ้นงานที่มีรายละเอียดของ texture ซึ่งต้องการความคมชัด

สำหรับงานทั่วไปที่เป็นผิวโค้งจะเห็นผลชัดเจนว่าผิวเรียบและสะอาดมากขึ้น วงปีหรือวงพิกเซลของจอ LCD จะลดลง

8. ทำตรายางโดยใช้คำสั่ง Mirror
ที่คำสั่ง Mirror ด้านซ้ายมือสามารถใช้ทำตรายางที่เป็นตัวอักษรหรือภาพได้ เหมาะกับร้านบริการในกลุ่มนี้ ที่ไม่ต้องไปยุ่งยากในการทำ CAD File สำหรับใช้ปริ้น โดยควรใช้ Flexible Resin เพื่อให้ทดทานต่อการกระแทกและบีบอัดขณะใช้งาน
- แนะนำเรซิน flexible หรือ siraya blu
สรุปเทคนิคการใช้งาน Chitubox
บทความนี้น่าจะเป็นประโยชน์ต่อคนที่เริ่มใช้ จนไปถึงคนที่มีประสบการณ์อยู่แล้ว ให้ใช้ฟังก์ชั่นที่มีใน Chitubox ได้ครบครัน ถึงแม้จะมีโปรแกรมอื่นๆที่เสียเงิน แต่เท่าที่ทดลองใช้ก็ไม่ได้มีฟังก์ชั่นที่จำเป็นจริงๆมาเท่าใด
- คนที่ต้องการ Manual การใช้งาน ให้ไปที่คำสั่ง ซ้ายบนสุด > Help > User Manual จะมีมาให้อยู่แล้ว หรืออ่านภาษาไทย (คลิก)
- สำหรับคนที่ใช้เครื่องแล้วพบปัญหา Bug หรือความผิดพลาดโปรแกรม สามารถแจ้งเข้ามาได้ จะประสานงานกับทางผู้พัฒนาให้




