
















































































































หัวข้อหลัก
เสปคกับตำแหน่งที่ผู้ผลิตวางไว้สำหรับ Raise3D E2
รุ่น E2 ถึงแม้จะใส่เทคโนโลยีใหม่ๆเข้ามาอย่าง 2 หัวฉีดแยกอิสระ ระดับปรับตั้งฐานอัตโนมัติ (Auto Bed Leveling) หรือระบบความปลอดภัยหยุดงานอัตโนมัติเมื่อเปิดประตูด้านหน้า แต่ทางผู้ผลิตก็กำหนดมาให้อยู่ในระดับเริ่มต้น ถูกกว่ารุ่น Pro2 และ Pro2 Plus เน้นไปที่ตลาดการศึกษาที่ต้องการเครื่องระดับกลางที่ฟีเจอร์ครบมากที่สุดในระดับราคานี้ ซึ่งปัจจุบันแบรนด์ระดับ Prosumer ก็เริ่มล้มหายตายจาก ตลาด 3D Printer กันหมด เนื่องจากการเข้ามาของเครื่องราคาถูกจากจีน ที่ภาพรวมก็ปริ้นได้เหมือนกัน แต่ฟีเจอร์อาจจะด้อยกว่าบางส่วน

สเปคเบื้องต้นของรุ่น E2
- พื้นที่การพิมพ์ 330×240×240 mm
- ขนาดเครื่อง 607×596×465 mm
- ระบบหัวฉีดคู่อิสระ (IDEX)
- ความเร็วในการพิมพ์ 30-150 mm/s
- อุณหภูมิหัวฉีด 300 องศา
- อุณหภูมิหัวฐาน110 องศา
- รองรับวัสดุ PLA / ABS / HIPS / PC / TPU / TPE / NYLON/ PETG / ASA / PP / PVA / Composite
- การใช้พลังงาน 220V 350W
- ระบบประมวลผล NXP ARM Cortex-A9 Quad 1 GHz
- หน้าจอสัมผัส 7 นิ้ว
- รองรับการพิมพ์ผ่าน Wifi Lan USB SD Card (ต่อผ่าน USB)
ส่วนที่แตกต่างจากรุ่น Pro 2 และ Pro 2 Plus
โครงสร้างของเครื่องพิมพ์
จากรุ่น Pro 2 เดิมจะเป็นโครงสร้างโลหะ แล้วมีพลาสติก PC ใส ปิดรอบด้าน ทำให้มองได้ทั่วทั้งหมด รุ่น E2 ใช้โครงโลหะเหมือนกันแต่ภายนอกปิดด้วยพลาสติกทึบเกือบทั้งหมด ยกเว้นด้านหน้ากับด้านบน ที่ช่วยให้มองชิ้นงานขณะพิมพ์ได้ รวมถึงด้านหน้าใช้พลาสติกลายเคฟลาร์ช่วยเพิ่มความ Texture ให้เครื่องมากขึ้น ไม่เรียบๆแบบรุ่นที่ผ่านมา


การเคลื่อนที่เปลี่ยนมาใช้ระบบฐานเลื่อนแกน Y (เข้า-ออก) แทน พร้อมแกน Z คู่ ด้านบนยึดติดกับโครงสร้างดังนั้นไม่ต้องกังวลเรื่องจากสั่นสะเทือน หรือพิมพ์งานสูงแล้วมีปัญหาไม่เถสียร


ฐานพิมพ์รองรับด้วยเพลาคู่ยึดกับโครงสร้างด้านล่าง ค่อนข้างแข็งแรงกับเครื่องแบบฐานเลื่อนที่ใช้มา ตัวฐานพิมพ์เป็นแบบ Flexible Build Plate สามารถดัดงอ เพื่อช่วยในการปลดชิ้นงานได้ ส่วนตัวไม่ค่อยชอบระบบนี้ เพราะนานๆไปกลัวฐานพิมพ์มีการงอเสียรูป
ระบบหัวฉีด
เป็นไฮไลท์หลักของรุ่นนี้เลยที่เปลี่ยนไปจากรุ่นพี่คือ เป็นหัวฉีดที่พัฒนาขึ้นมาใหม่หน้าตาคล้าย E3D Titan จุดเด่นอีกอย่างคือระยะจากตัวขอบเส้นจนถึงหัวฉีดสั้นกว่าเดิมหลายเท่า ดังนั้นใครที่ต้องการพิมพ์วัสดุแบบ Flexible จะง่ายยิ่งขึ้น พร้อมทางลงไปหัวฉีดที่มีช่องนำ (Guide Throat) บริเวณขับเส้นเลย เท่าที่ลองมาค่าการพิมพืมาตรฐานที่ผู้ผลิตใหม่มาคือ 35 mm/s สำหรับผิวด้านนอกกับ 49 mm/s สำหรับ infill สามารถพิมพ์กับเส้น Ninjaflex ได้ (Shored 85A, Elogation 600% +)


ระบบปรับฐานอัตโนมัติ (Auto Bed Levelling)
อีก 1 ฟีเจอร์ที่เพิ่มเติมเข้ามาซึ่งมีประโยชน์ทีเดียว กับการปรับระนาบฐานอัตโนมัติ ด้วยใช้เซ็นเซอร์เฉพาะของทาง Raise3D ซึ่งตอนแรกผู้เขียนนึกว่าเป็น BL-Touch ยอดนิยมที่ใช้กันในหลายๆเครื่อง แต่พอเอามาเปรียบเทียบกับแล้ว ดูดีกว่ามาก ตัวเข็มที่ทำหน้าที่วัดระนาบแต่ละจุด จำนวน 70 จุด แข็งแรง ใหญ่กว่าของ BL-Touch มาก


Door Sensor และปุ่มปิดหน้าจอ
ฟีเจอร์นี้ช่วยเพิ่มความปลอดภัยมากขึ้น คือหัวฉีดจะเข้าสู่โหมด Pause เมื่อเปิดประตู ซึ่งระบบทำความร้อนก็ยังทำงานปกติ สามารถปิดฟังก์ชั่นนี้ได้จากหน้าจอ Setting ในหัวข้อถัดไป อีกปุ่มที่เพิ่มมาขึ้นปุ่มปิดหน้าจอสัมผัสด้านหน้า ซึ่งช่วยประหยัดพลังงาน และรักษาจอไว้ไม่ให้เสื่อมสภาพไว แต่ทั้งนี้จอก็ยังทำงานอยู่ ไม่ได้ปิดไปจริง ส่วนหลังเครื่องมีระบบกรองฝุ่น HEPA เหมือนรุ่นก่อนหน้า ใช้งาน 5 วัน ฝุ่นเกาะเต็มแล้วสำหรับเขตนนทบุรี


ฐานพิมพ์
ใช้เป็น Buildtak Flexible ตามสมัยนิยม ช่วยให้การแกะชิ้นงานใหญ่-เล็ก ง่ายยิ่งขึ้น

เริ่มต้นการใช้งาน Raise3D E2
แกะกล่อง ตั้งระนาบฐาน
จากปกติรุ่น Pro2 Pro2+ เครื่องจะตั้งระนาบฐานมาเรียบร้อยแล้ว มาในรุ่น E2 เพื่อความแน่นอนในการพิมพ์ ก็ขอใช้ระบบใหม่ ตั้งฐานอัตโนมัติเลย ซึ่งใช้เวลาราวๆ 20 นาที ในการวัดระนาบทั้ง 64 จุด จากนั้นเครื่องจะโชว์ความสูงต่ำแต่ละจุด พร้อมปรับแก้ให้อัตโนมัติขณะพิมพ์ ซึ่งผู้เขียนเองก็ไม่ได้ไปปรับอะไรเพิ่มเติม ว่าให้ชิดหรือห่างมากขึ้น เครื่องวัดมาเท่าไหร่ ก็ใช้ตามนั้นเลย
จุดนี้หากคนที่คุ้นเคย Reprap Firmware จะคุ้นหน้าจออินเตอร์เฟสเลย เพราะ Raise3D ยกระบบมาใช้เลย


ปรับตั้งการทำงานของเครื่อง
หลังจากแกะเครื่องตั้งฐานแล้วสิ่งที่ทำต่อ
- เชื่อมต่อ wifi ของบริษัท
- เปิดหน้าจอกล้องบันทึกภาพชิ้นงาน
- ปิดระบบ Pause เมื่อปิดประตู


การใส่เส้น Filament
ขั้นตอนนี้ก็เหมือนเดิมคือไปหน้าจอ Ultilities เลือกอุณหภูมิของเส้น ตามภาพใช้ Ninjaflex โหลดเส้นที่ 235 องศาเซลเซียส

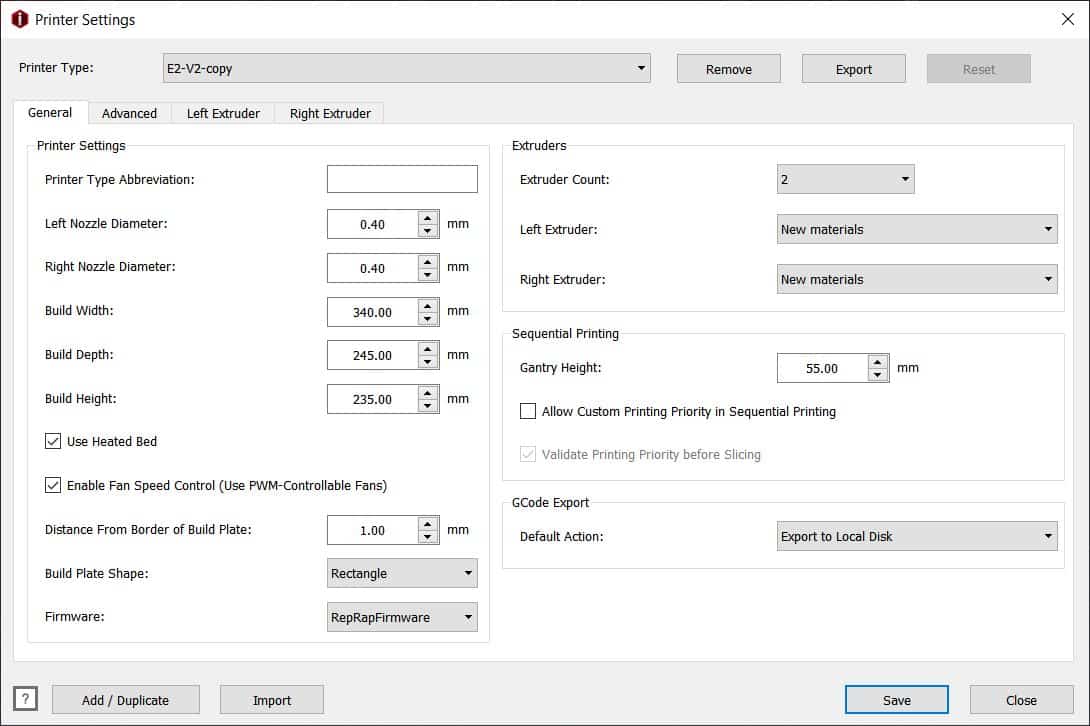
การตั้งค่าในโปรแกรม Slicer Ideamaker
ปัจจุบัน E2 ยังไม่มี Profile ในโปรแกรม ideamaker เลย โดยผู้ผลิตส่งมาเป็นโปรฟล์ให้ Upload เข้าไปต่างหาก ดังนั้นคงต้องรอการอัพเดดครั้งต่อไปน่าจะสมบูรณ์ (เวอร์ชั่นที่ใช้งานคือ Beta 3.5.1)
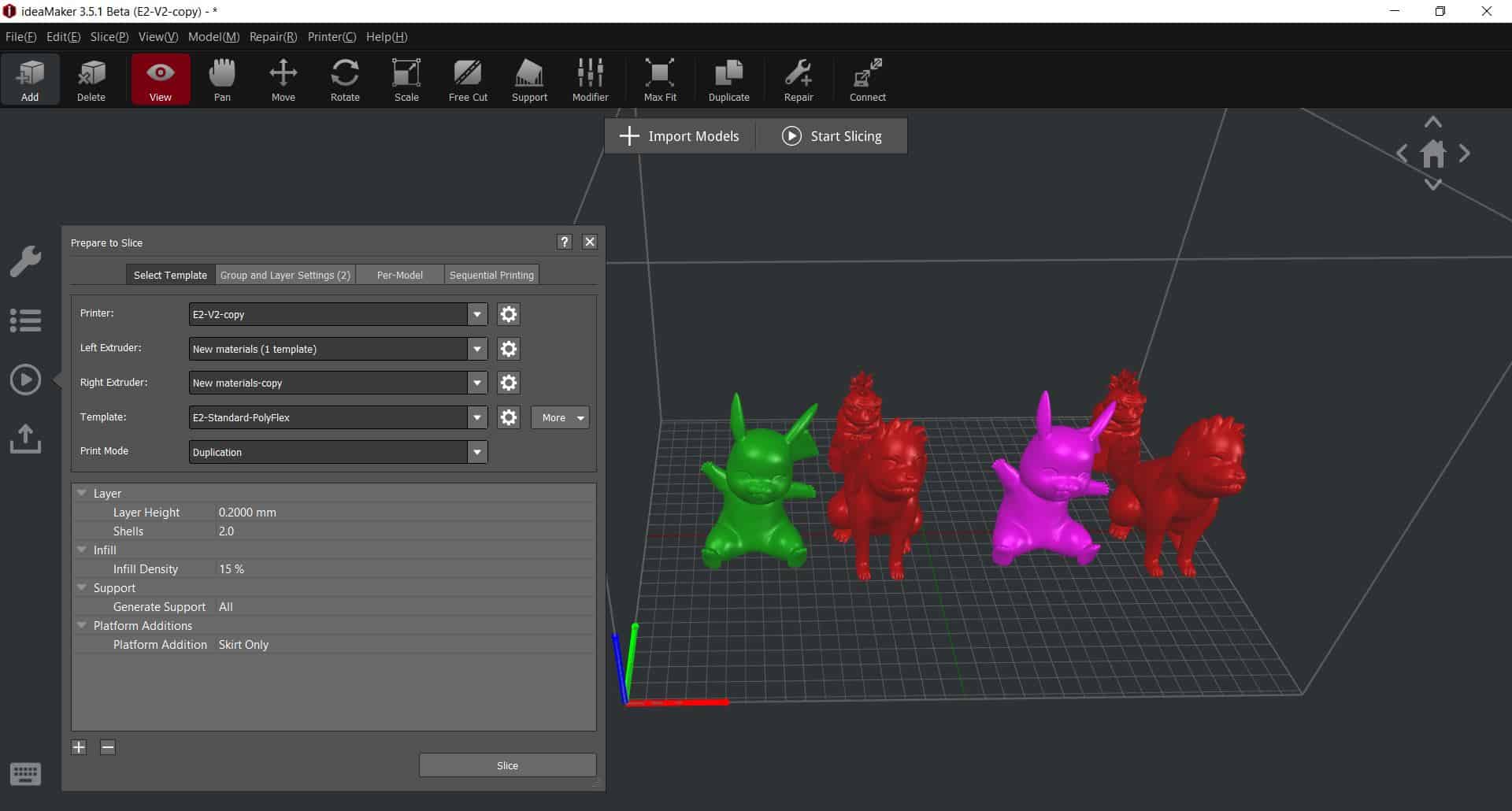
โหมดการพิมพ์
มีให้เลือก 3 โหมดหลักๆคือ 1. Normal Mode เป็นการพิมพ์เหมือนเครื่องทั่วๆไป คือทีละหัว สามารถพิมพ์ชิ้นงานอะไรก็ได้ โดยกำหนดจากโปรแกรมว่า Model ชิ้นนี้พิมพ์จากหัวไหน สามารถเลือกได้ตามความต้องการ จากนั้นตัวโปรแกรมจะกำหนดการทำงานเอง ข้อเสียคือ ไม่ได้ช่วยเรื่องความเร็วในการผลิต

2. โหมด Duplicator ตัวโปรแกรมจะทำชิ้นงานเพิ่มโดยอัตโนมัติ อีก 1 ชุด ในขณะที่โหมด 3 Mirror จะเป็นการกลับชิ้นงานเหมือนส่องกระจก เหมาะกับการปริ้นพวกแผ่นรองฝ่าเท้า insole หรือรองเท้าที่แต่ละด้านสมมาตรกัน 2 การทำงานนี้หัวฉีดจะทำงานำพร้อมกัน ดังนั้นอัตราการผลิตจะเพิ่มขึ้นเป็น 2 เท่า




เริ่มต้นการพิมพ์
ในรีวิวจะทดลองการใช้งาน 4 รูปแบบ ซึ่งตรงกับการใช้งานจริงหลายแบบ
- Normal Mode
- Duplicator Mode
- Mirror Mode
- Normal Model ABS+HIPS/PLA+BVOH สำหรับคนที่จะใช้งานเชิงวิศวกรรม
โหมดที่ 1 Normal Model
- วัสดุเป็น Ninjaflex 1 ในวัสดุที่ปริ้นยากมากที่สุด
- Layer Height 200 micron
- Speed 35/49 mm/s
- Extruder Temp 235
- Bed Temp 50
งานออกมาค่อนข้างดี แต่เริ่มมีอาการ underextrusion เมื่อผ่านไปซัก 60 ชั่วโมง ซึ่งน่าจะมาจากความร้อนสะสม เพราะไม่ได้เปิดฝาด้านบนทิ้งไว้

- วัสดุเป็น Verbatim ABS+ BASF HIPS
- Layer Height 200 micron
- Extruder Temp 250
- Bed Temp 90
ลืมปิดพัดลมงานเลยออกมาเบี้ยวๆ แต่โดยรวมหากมีระบบไล่เนื้อเก่าให้ดี ก่อนวิ่งมาพิมพ์จะดีขึ้นเยอะ ลดปัญหาเส้นๆตามชิ้นงานได้หมด
โหมดที่ 2 Duplicator
- วัสดุเป็น PLA Max
- Layer Height 200 micron
- Speed 50-100 mm/s
- Extruder Temp 205
- Bed Temp 55


โหมดที่ 3 Mirror (อยู่ในระหว่างการทดสอบ)
- วัสดุเป็น PLA Max
- Layer Height 200 micron
- Speed 50-100 mm/s
- Extruder Temp 205
- Bed Temp 55
- Insole Mirror Printing Size 90%
คุณภาพของผลงานพิมพ์ Raise3D E2
เป็นสิ่งที่หลายคนน่าจะสงสัยว่า การเปลี่ยนมาใช้ระบบฐานเลื่อนส่งผลต่อคุณภาพผิวชิ้นงานมั้ย ? ตอบตรงๆเลยว่ามีผลแน่นอน โดยเฉพาะแกน Y หรือตามทิศทางที่ถาดพิมพ์เลื่อนเข้าออก จะทำให้ชิ้นงานบางจุดเกิดอาการ Ghosting หรือเป็นเงาบนผิวชิ้นงาน ซึ่งเป็นปกติของเครื่องระบบฐานเลื่อนอยู่แล้ว การแก้ไขก็ต้องไปแก้ไขในตัว Firmware โดยตรงน่าจะดีที่สุด หรือลดความเร็วในการพิมพ์ (อ่านบทความวิธีแก้ไข)


ส่วนใครที่จะเอามาพิมพ์วัสดุวิศวกรรม เช่น ABS PC Nylon แล้วมีวัสดุรองรับดีๆ เช่น BVOH PVA HIPS ก็สบายหายห่วงเพราะทำอุณหภูมิได้ถึง 300 องศาเซลเซียส แถมด้วยระบบขับเส้นใหม่ ทางเดินเส้นสั้นกว่าเดิมเท่าตัว ทำให้อาการตันเมื่อพิมพ์นานๆ ลดลงแน่นอน


การใช้วัสดุหลักและวัสดุ Support ที่เหมาะสม ช่วยให้พื้นผิวของบริเวณที่ Support ไปแตะผิวเรียบ แกะง่าย มากกว่าการใช้วัสดุเดียวกันเป็น support โดยปกติแล้วจะใช้เป็นคู่ๆดังนี้
- PLA+BVOH
- ABS+HIPS
- PET+HIPS
- PC, Nylon + Breakaway Suport (ไม่มีก็ใช้ ABS)


เครื่องนี้เหมาะกับใคร
ปัจจุบันเครื่อง 2 หัว แยกอิสระในตลาดมีไม่กี่รุ่น E2 เอง ก็ไม่ได้เป็นเครื่องที่สมบูรณ์แบบ ยังมีจุดด้อยด้านโครงสร้างของเครื่อง ซอฟแวร์ (ณ วันที่ทดสอบ) แต่ถ้าเป็นเรื่องความน่าเชื่อถือ Reliability ของเครื่องที่สามารถพิมพ์จนจบงานได้ จุดนี้ไว้วางใจได้ สามารถพิมพ์เส้นในตลาดไทยได้ทั้งหมด ไม่ว่าจะ Flexible มาก-น้อย วัสดุวิศวกรรม งานรายละเอียดสูงที่ต้องการ Support ละลายน้ำ (Soluable) เพราะเราได้ทดสอบมาหมดแล้ว





