
















































































































ทำไมต้องมี Support
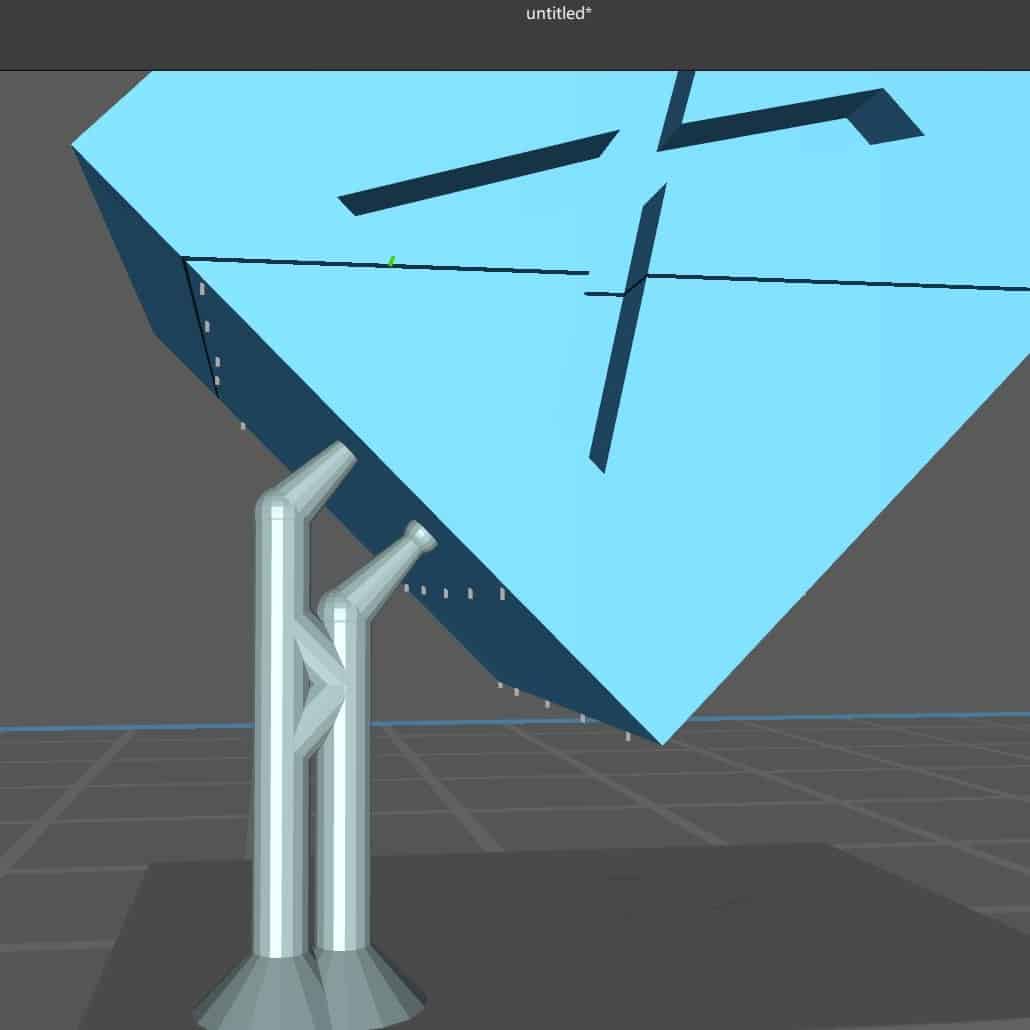
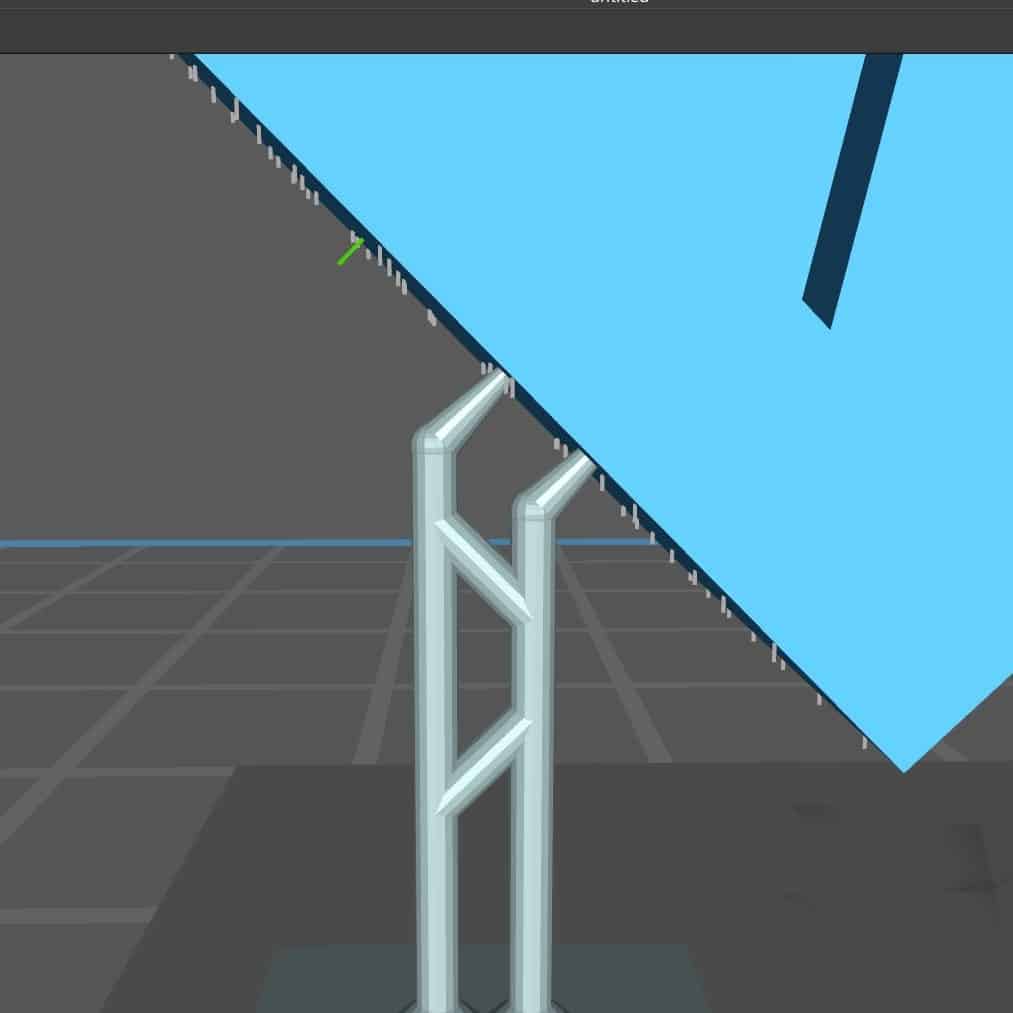
กระบวนการพิมพ์งานด้วยเครื่องเรซินแบบ Bottom-Up (ฐานพิมพ์เคลื่อนที่ลงเพื่อฉายแสง) นั้น มักพบปัญหาชิ้นงานหลุดจากฐานพิมพ์ (Build Plate) Support ไม่ขึ้น หรือหลุดจากชิ้นงาน ซึ่งล้วนมีสาเหตุมีจากแรงดึงระหว่างแผ่น fep film-ชิ้นงาน มากกว่า ชิ้นงาน-ชิ้นงาน หรือ ชิ้นงาน-ฐานพิมพ์ ดังนั้นการลดพื้นที่สัมผัสระหว่างชั้น (suction area) จะช่วยลดปัญหาดังกล่าวได้เป็นอย่างดี วิธีการที่ง่ายที่สุดคือจับชิ้นงานเอียง 30-45 องศา ทั้งนี้ก็จำเป็นต้องสร้าง support มารองรับส่วนดังกล่าวเพิ่มเติม
ผู้ใช้เครื่อง Resin 3D Printer จึงเห็นชิ้นงานจากเครื่องมี Support ติดอยู่เสมอ ไม่ว่าจะงานเล็ก งานใหญ่ โดยโปรแกรมที่ใช้สร้าง Support ก็มีอยู่มากมายในท้องตลาด ส่วนใหญ่ก็เป็นโปรแกรมที่มาพร้อมกับตัวเครื่อง 1 ในนั้นคือโปรแกรม Chitubox ยอดนิยม ที่ใช้กับเครื่องได้ หลาย 10 รุ่น บทความนี้จะแนะนำตัวแปรในการตั้งค่า support เพื่อเป็นข้อมูลให้นำไปพิจารณาการตั้งค่าที่เหมาะสมด้วยตัวเอง

การตั้งค่า Support ใน Chitubox
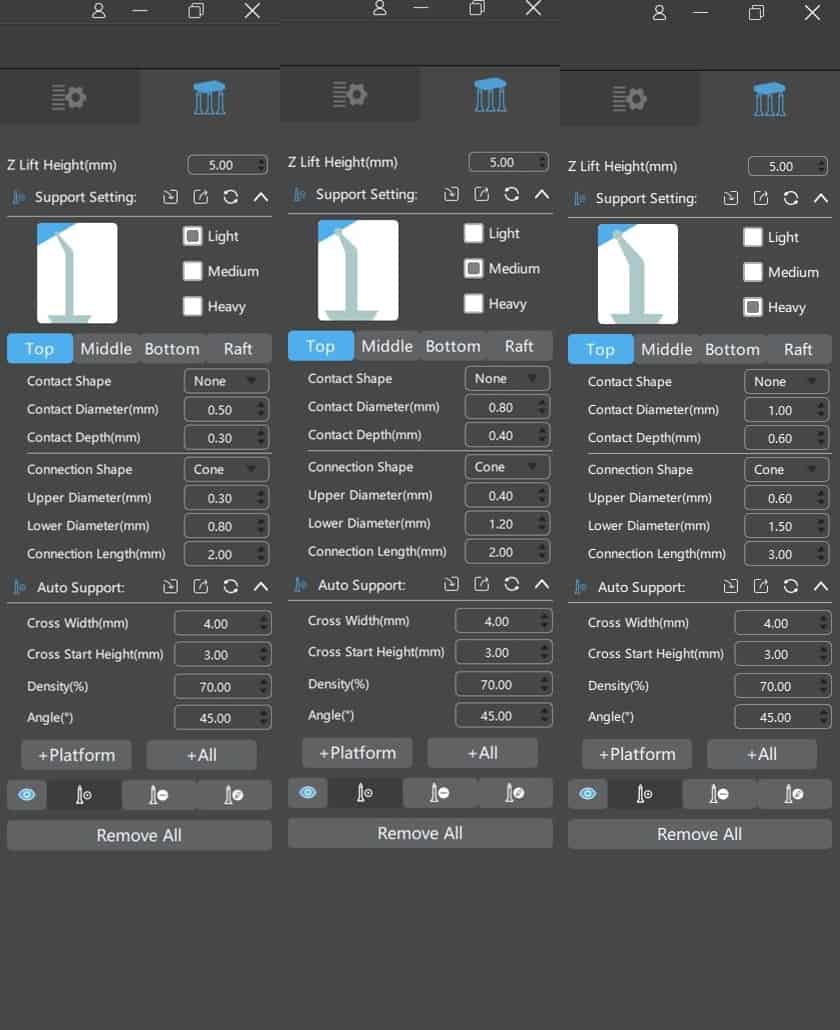
Chitubox สามารถสร้าง support ได้อิสระพอสมควร สามารถปรับตั้งค่าของ support ได้เกือบทุกส่วน แบ่งเป็นส่วน Top Middle Bottom และ Raft ส่วนที่เป็นฐาน

Top Setting

Contact Shape : ลักษณะของปลาย Support ที่ไปสัมผัสชิ้นงาน มีให้เลือก 2 แบบคือ None และ Sphere (วงกลม)
None : มาตรฐานทั่วไป ควรมีขนาดใหญ่ในช่วงแรกๆที่เริ่มสัมผัสงาน ส่วนปลายสามารถเล็กลงได้
Sphere : เหมาะสำหรับคนที่ต้องการขัด เก็บงานต่อ โดยเวลาตัด จะตัดที่โคน เหลือวงกลมไว้ สำหรับขัดให้เรียบ ป้องกันงานเป็นหลุมจากการดึง support ออก
Contact Diameter : ขนาดของปลาย Support ที่ไปสัมผัสชิ้นงาน มีค่ามาตรฐานตามนี้ อย่างไรก็ตามแต่ละส่วนของชิ้นงานมีขนาด Support ที่เหมาะสมไม่เท่ากัน ควรวิเคราะห์การวางก่อนทุกครั้ง
Light : 0.5 mm
Medium : 0.8 mm
Heavy : 1.0 mm

Contact Depth : เป็นค่าที่ระบุความลึกที่ Support จะทะลุเข้าไปในชิ้นงาน ต่อให้เป็นแบบไม่มีหหัว หรือหัวกลมก็จะมีผลทั้้งหมด ตัวอย่าง

Contact Shape : ส่วนนี้จะเป็นการกำหนดรูปร่างของกิ่งส่วนปลาย Support จาก Node ไปสัมผัสชิ้นงาน โดยมีให้เลือก 3 แบบ คือ Cone, Pyramid และ Skate ซึ่งผู้เขียนยังไม่ได้เห็นความแตกต่างมากนัก จึงใช้ Cone ซึ่งเป็นค่ามาตรฐานจากตัวโปรแกรมเป็นหลัก

Upper & Lower Diamater : ขนาดของกิ่งที่ออกมาจาก Node บนสุด โดย upper คือส่วนที่จะไปสัมผัสชิ้นงาน ส่วน Lower คือส่วนที่จะไปสัมผัสกับการตั้งค่าในส่วนของ Middle Support

Middle Setting
เป็นส่วนที่ใช้ปรับตั้งค่าน้อยที่สุด ส่วนใหญ่ใช่แค่ให้ขนาดเส้นผ่านศูนย์กลาง (Diameter) และมุมเอียงของ Support เท่านั้น

Diameter : ขนาดของเส้นผ่านศูนย์กลาง ที่ต้องไปยัง Node ของ Top Support ส่วนใหญ่การปรับตั้งค่า จะไม่เห็นผลมากนัก ถ้า node ด้านบนใหญ่ ตัวอย่างการตั้งค่า 0.4 0.6 0.8 และ 1.0 mm

Angle :องศาที่ Support ทำมุมไปรองรับชิ้นงานได้ ตามภาพคือการตั้งค่า 30 45 60 และ 90 องศาตามลำดับ

Bottom Setting
เป็นส่วนที่ใช้ปรับตั้งค่าน้อยที่สุด ส่วนใหญ่ใช่แค่ให้ขนาดเส้นผ่านศูนย์กลาง (Diameter) และมุมเอียงของ Support เท่านั้น

Platform Touch Shape : ลักษณะของฐานล่างสุด ปกติคือ Skate (แบบซ้ายมือสุด)

Touch Diameter : ขนาดของฐานที่แผ่รอบ Support ด้านล่าง ยิ่งมากจะช่วยให้งานสัมผัสกับฐานพิมพ์ได้ดี แต่ก็เปลืองปริมาณเรซินมากขึ้น ตัวอย่าง 5 10 และ 20 mm

Thickness : ความหนาของ raft ปกติควรอยู่ที่ 0.5-1 mm (ค่าที่โปรแกรมให้มาคือ 0.8-1 mm)

การตั้งค่าในหมวด Auto
ปัญหาที่มักพบได้ทุกวันของการปริ้นเรซิน ได้แก่ งานไม่ติดฐาน Support หลุดจากชิ้นงาน ชิ้นงานเบี้ยวไม่ได้ระนาบ ทั้งหมดนี้ล้วนเกิดจากการตั้งค่าตัวแปรฉายแสง และการวาง Support size ที่ไม่เหมาะสม โดยเฉพาะอย่างยิ่งการใช้โหมด Auto Support จากตัวโปรแกรมโดยไม่ได้ตรวจเช็คให้ดี หรือแก้ไข เกินกว่า 90% ส่งผลให้เกิดงานเสีย บทความนี้ได้ทดลองการตั้ง Auto Support ในโหมดต่างๆ เพื่อดูคุณภาพของชิ้นงานที่ออกมาจากการปริ้น โดยแบ่งเป็นการทดสอบตามตัวแปรต่างๆ ที่โปรแกรม Chitubox ตั้งค่าไว้ให้
- โหมดมาตรฐาน Light Medium Heavy 1 (1.0 mm) Heavy 2 (1.2 mm)
- Support Tip Diameter
- Support Density (ระยะความห่าง)


ตัวแปรที่ใช้ทดสอบ
1. Standard Profile ของ Chitubox
ตัวแปรมาตรฐานของ Chitubox แต่ละ Profile จะเป็นเรื่องของขนาดแต่ละจุดของ support ทั้งส่วนของ Top/Middle/Bottom และ Raft ซึ่งดูไกด์ไลน์จากทาง Chitubox ได้ในบทความนี้ “Best Support Settings for Resin 3D Printing(SLA/DLP/LCD)” และ “Design Considerations for Support Structures in SLA/DLP/LCD 3D Printing“
หลักกว้างๆในการกำหนดตัวแปร Support คือ
- ควรใช้ขนาดเล็กที่สุด ที่รับน้ำหนักไหว เพื่อให้มีผลต่อผิวชิ้นงานน้อยที่สุด
- สิ่งที่สำคัญกว่าคือขนาดที่เหมาะสมกับงาน ที่ไม่ทำให้งานเบี้ยว งานหลุด หรือเสียรูปร่าง
- โดยปกติ Tip diameter แต่ละส่วนควรมีค่าแตกต่างกัน แต่ถ้าใช้ Auto Supprot ในโปรแกรมมักกำหนดมาเพียงค่าเดียว และทำให้งานเสีย
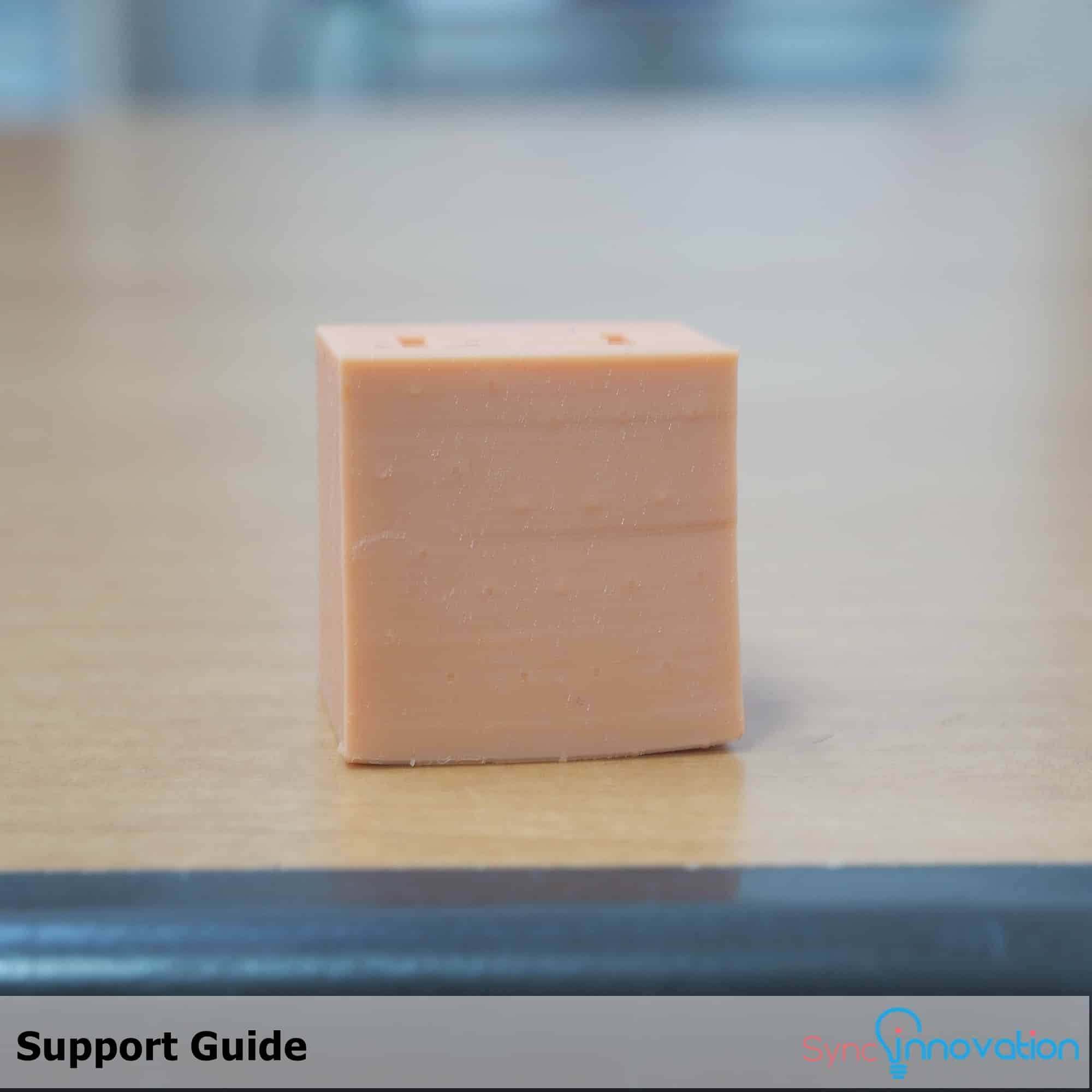
บทความนี้จับเอาสี่เหลี่ยมลูกบาศก์ ตั้งค่าโปรไฟล์ของ Support size ตามาตรฐาน และเพิ่มในส่วนของ Heavy Profile ตัวแปร Tip Diameter เป็น 1.2 mm จากเดิม 1.0 mm





ผลที่ได้จากการทดสอบ
- Light Profile ชิ้นงานบริเวณฐานหลุดเยอะ ชิ้นงานมีการบิดเบี้ยว และเส้นขีดที่เกิดจากการดึงอย่างเห็นได้ชัด
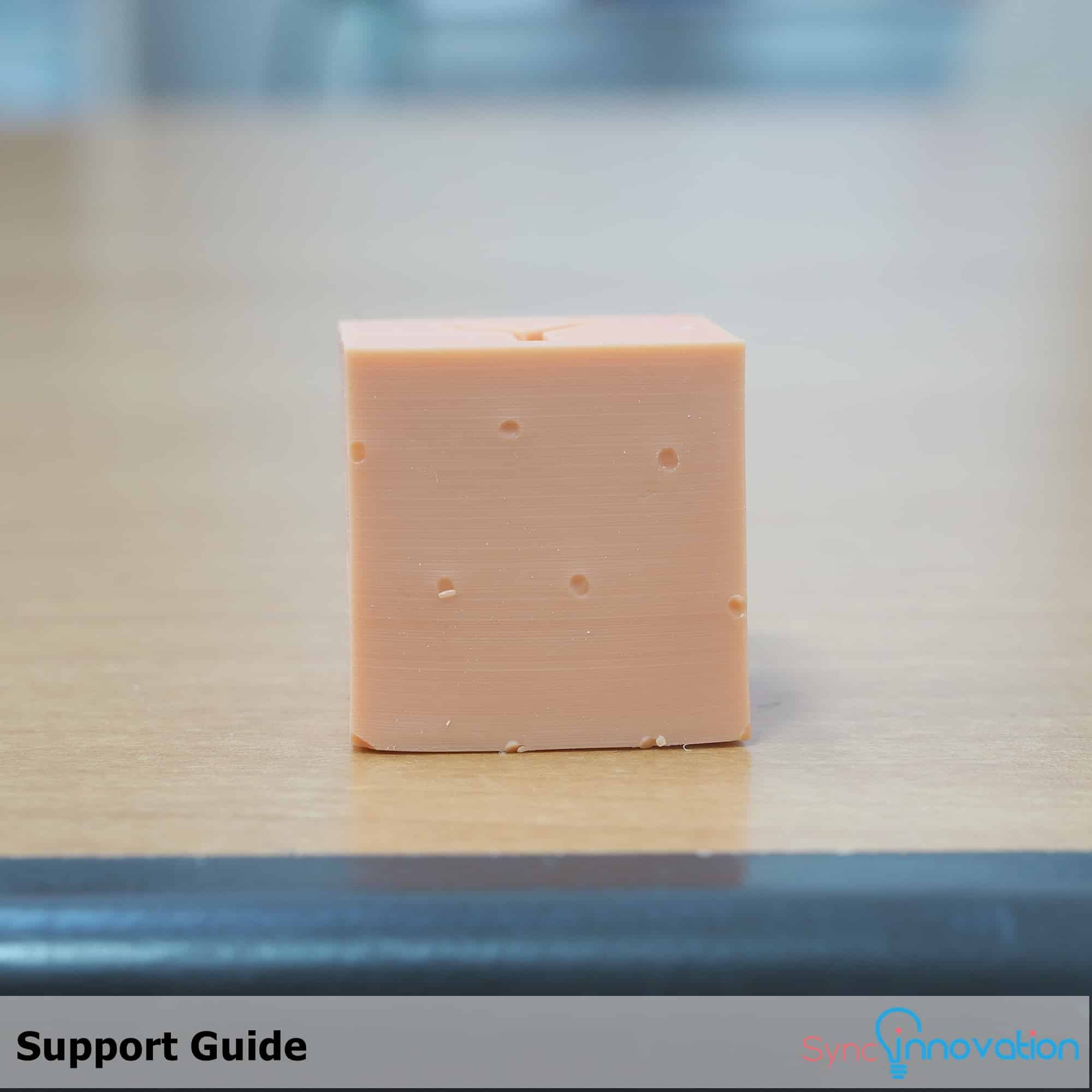
- Medium Profile การบิดเบี้ยวน้อยลง
- Heavy Profile 1 ชิ้นงานติด Support สมบูรณ์ การบิดเบี้ยวน้อยลงอีก
- Heavy Profile 1 ชิ้นงานติด Support สมบูรณ์ การบิดเบี้ยงยังคงมีอยู่ แต่น้อยลงมาก
สรุปว่าการสร้าง support แบบ auto นั้น ยังไม่สามารถปริ้นงานชิ้นนี้ได้สมบูรณ์ ต่อให้เพิ่มขนาด support มากกว่าปกติ เนื่องจากต่ำแหน่งที่ควรมี support ตัวค่ามาตรฐานของโปรแกรมไม่ได้สร้างไว้ให้ การแก้ไขอาจจะต้องเพิ่มปริมาณความหนาแน่นของ support (Density) ให้มากขึ้นในบริเวณที่มีการบิดเบี้ยว
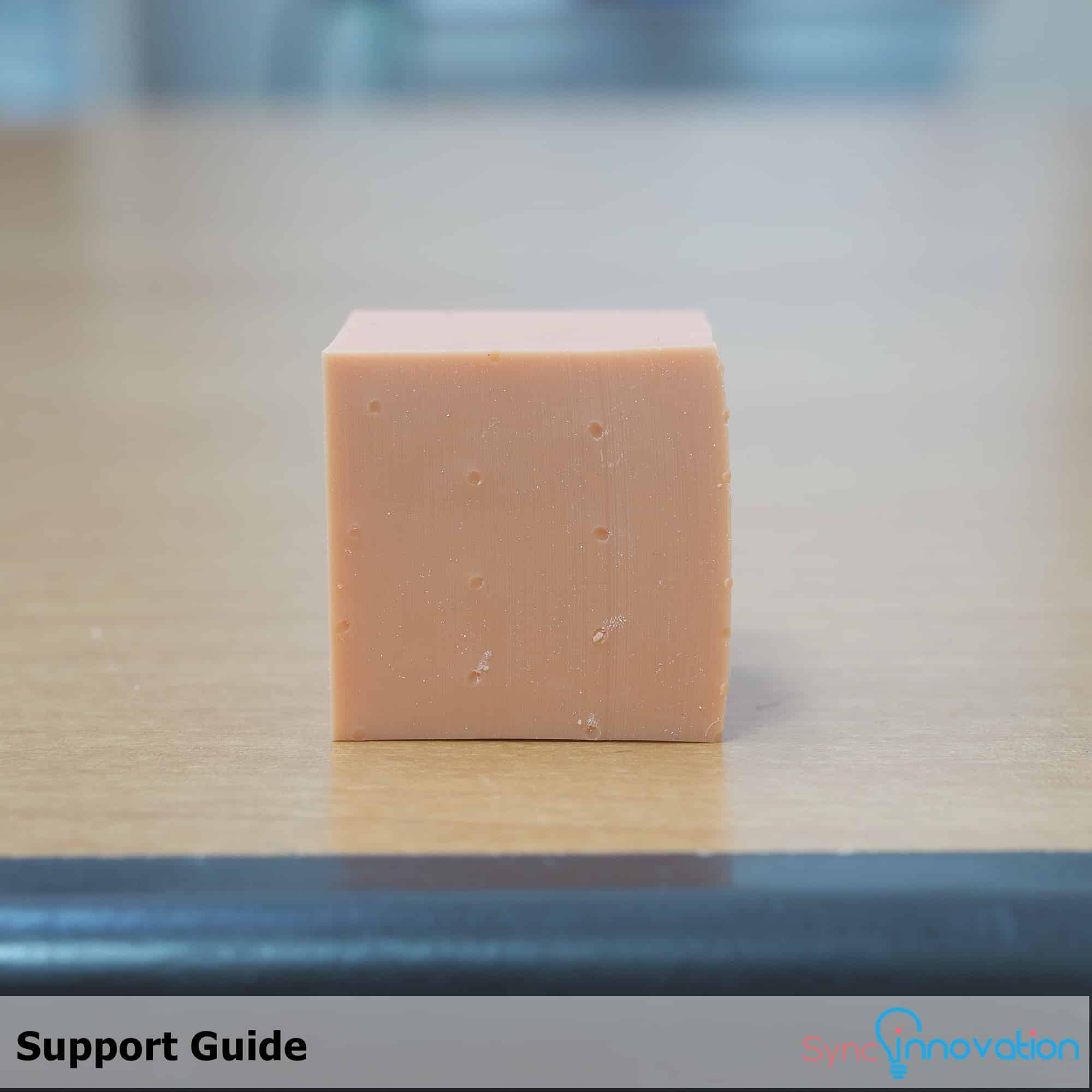

อย่างไรก็ตามขนาด support ที่เล็ก ทำให้การแกะ หรือตัดออกจากชิ้นงานทำได้ง่าย และส่งผลต่อผิวต่อชิ้นงานน้อย จากภาพขนาด support แบบ light นั้น ใช้เวลาในการเก็บผิวชิ้นงานน้อยมาก ขณะที่ Support ใหญ่ หากใช้มือแกะออกเลย จะทำให้เป็นหลุมที่ผิว ซึ่งเก็บงานยากขึ้นไปอีก ควรใช้อุปกรณ์ตัด support ออก แล้วขัดเก็บผิวอีกทีหนึ่ง




