
















































































































ความรู้ Resin 3D Printer มือใหม่
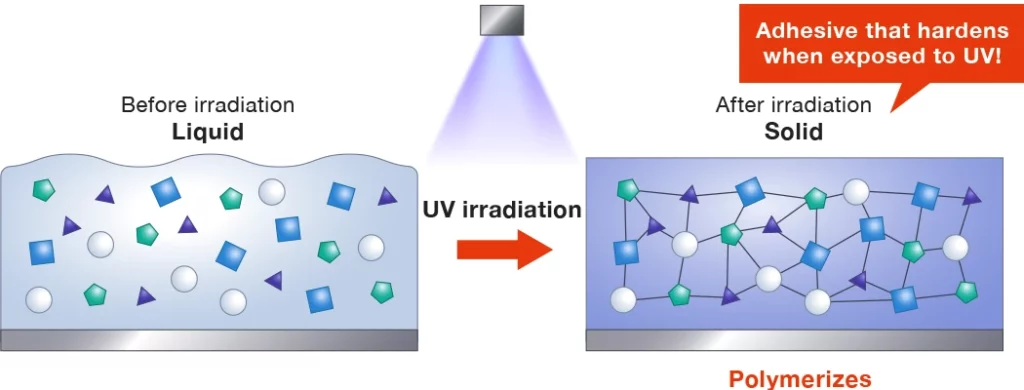
- เรซินสำหรับเทคโนโลยีนี้ เป็นคนละชนิดกับเรซินหล่อเบ้าแม่พิมพ์ทั่วไป โดยมักเรียกกันว่ายูวีเรซิน (UV Resin) หรือเรซินไวแสง (Photopolymer)
- หลักการคือเมื่อเรซินไดรับแสงยูวี จะเกิดปฏิกริยาทางเคมี จับตัวกันเป็นของแข็ง ทั้งนี้ยูวีที่นิยมใช้งานจะอยู่ในช่วงความยาวคลื่น 365 385 และ 405 นาโนเมตร (nm) โดยความยาวคลื่น 405 จะเป็นที่นิยมมากที่สุดในปัจจุบัน
- ขั้นตอนการทำงานของ Resin 3D Printer ก็เหมือนกับเทคโนโลยี 3D Printing อื่นๆ แตกต่างกันเล็กน้อยในบางขั้นตอน แบ่งเป็น การสร้าง 3D Model > Slice > Print > Post Cure> Polish Paint Assembly
- การสร้าง 3D Model จะใช้เป็นโปรแกรมอะไรก็ได้ ที่เหมาะสมกับการสร้างแบบจำลองนั้นๆ เช่น ชิ้นส่วนวิศวกรรม งานสถาปัตยกรรม งานแบบจำลองโมเดล โดยมักบันทึกเป็นไฟล์นามสกุลกลาง เช่น .stl .obj .step .stp เพื่อนำไปใช้ในขั้นตอนถัดไป
- ขั้นตอนการ Slice มักเป็นโปรแกรมเฉพาะของเครื่อง ซึ่งที่นิยมใช้ได้แก่ Chitubox, Lychee ซึ่งสนับสนุนเครื่องและยี่ห้อนับร้อยๆรุ่น หรือเป็นโปรแกรมเฉพาะเครื่องเลยก็มี ซึ่งส่วนใหญ่มักเป็นเครื่องในกลุ่มอุตสาหกรรม
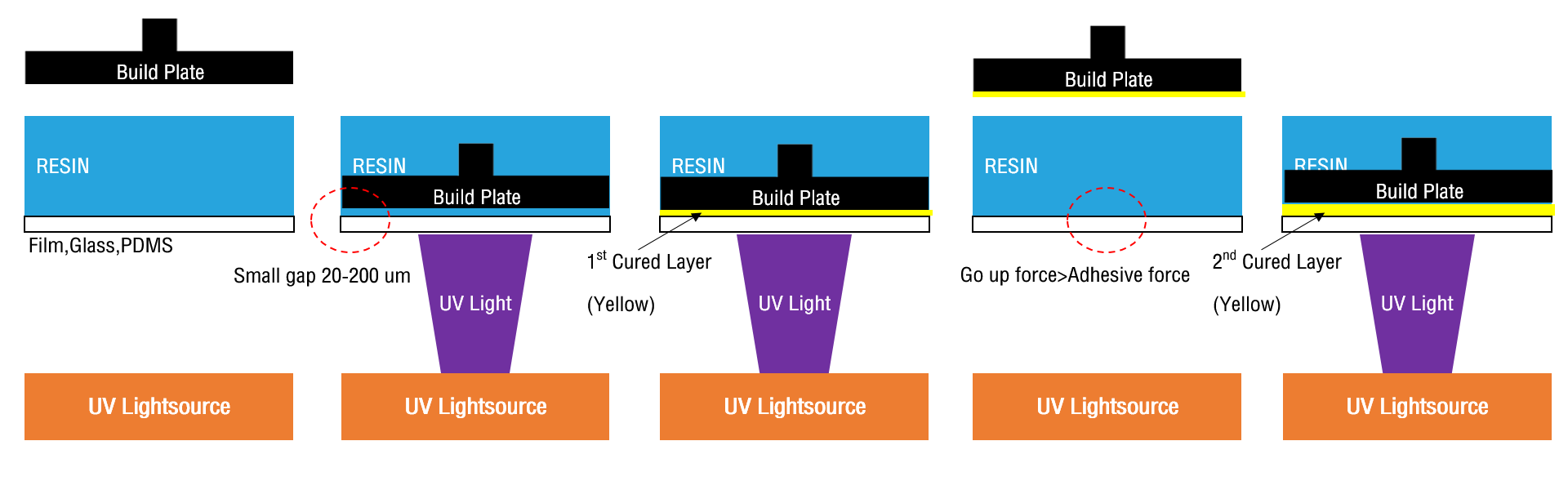
- ขั้นตอนการปริ้นก็เป็นการฉายแสงให้แข็งตัวทีละชั้น มีความหนา 0.02-0.1 mm ขึ้นกับความเหมาะสม จนได้ความสูงตามแบบ 3D Model ที่ออกแบบไว้
ขั้นตอนการใช้งานที่ควรทราบ สำหรับคนใช้เครื่อง Resin 3D Printer มือใหม่
1. อ่านคู่มือการใช้งาน
- ผู้ผลิตหรือผู้แทนจำหน่ายมักจะให้คู่มือมาพร้อมเครื่องด้วย ควรอ่านขั้นตอนการติดตั้ง อุปกรณ์ที่ให้มา เพื่อให้ใช้เครื่องได้อย่างถูกต้อง
- หลายบริษัททำคลิบแนะนำการใช้งานครั้งแรกไว้ใน Youtube แนะนำว่าให้เข้าไปสักรอบก่อนลงมือใช้งานเครื่อง
2. คาริเบรตฐานพิมพ์ ทำยังไง ตอนไหน ทำไมจึงสำคัญ
- การคาริเบรตฐานคือการทำให้ ฐานพิมพ์ (Buildplate) ได้ระนาบกับจอ LCD ไม่เอียงด้านใด ด้านหนึ่ง และมีระยะห่างระหว่างจอที่เหมาะสม
- ปัญหาของการตั้งระนาบไม่เหมาะสม ได้แก่ ปริ้นงานไม่ติดฐาน หรืองานหลุดฝั่งใดฝั่งหนึ่ง จนไปถึงกดจอหรือฟิล์มเสียหาย หากเจอปัญหาพวกนี้ ให้ย้อนกลับมาที่การตั้งระนาบฐานเป็นอันดับแรก
- ส่วนใหญ่มักทำครั้งแรกก่อนเริ่มใช้งานเครื่องครั้งแรก ไม่จำเป็นต้องทำทุกครั้งก่อนปริ้นงาน ควรทำเมื่อพบปัญหารพิมพ์เท่านั้น (ปัญหาการพิมพ์เรซิน)
- การคาริเบรตแต่ละเครื่องแต่ละยี่ห้อ มักมีความแตกต่างกันเล็กน้อยทั้งทางตัวเครื่อง และตัวการตั้งค่า ดังนั้นควรอ่านขั้นตอน หรือดูคลิบการตั้งอย่างละเอียด ยกตัวอย่างเช่น บางเครื่องต้องเลือกปุ่ม Z=0 หลังการตั้งระนาบ แต่หลายคนลืมไป (เพราะเวลาดูคลิบมันกินเวลาแค่ 4-5 วินาที บางทีก็ดูข้ามไป)
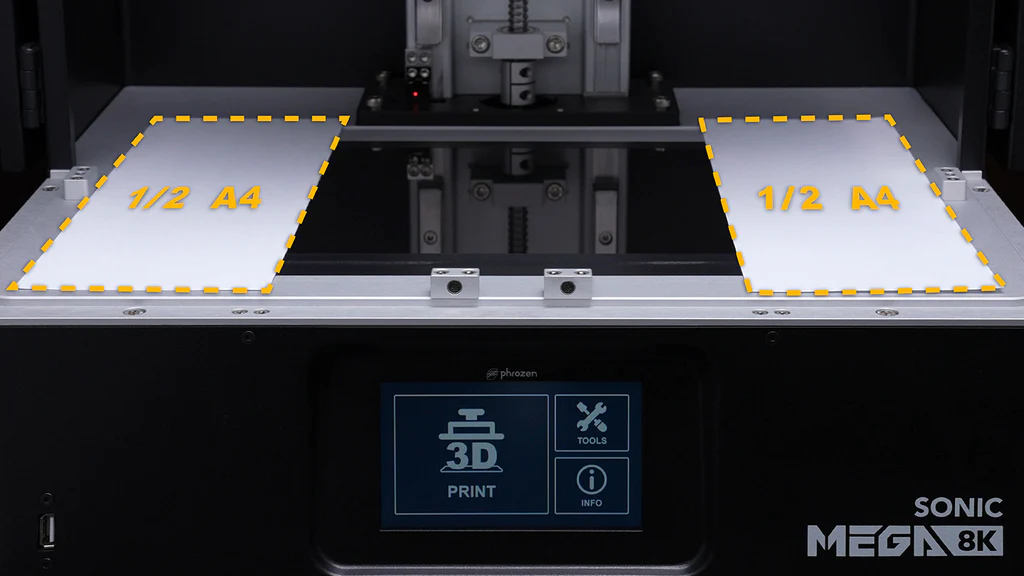
- ระยะห่างของฐานพิมพ์ที่เหมาะสม ผู้ผลิตบางรายก็ให้กระดาษสำหรับคาริเบรตมาแล้ว แต่ถ้าไม่มีก็ใช้กระดาษ A4 1-2 แผ่นช่วยเป็นตัวช่วยคาริเบรตระยะห่างระหว่างฐานพิมพ์ และตัวจอ LCD
- สำหรับเครื่องรุ่นใหม่ๆ ที่มีระบบตั้งฐานอัตโนมัติ ก็ให้ตรวจสอบการทำงานสม่ำเสมอ ว่าไม่มีความผิดพลาดด้านการวัดระนาบจากตัวเซนเซอร์
3. เลือกเครื่อง เรซิน ในโปรแกรม Slicer ให้ถูกต้อง
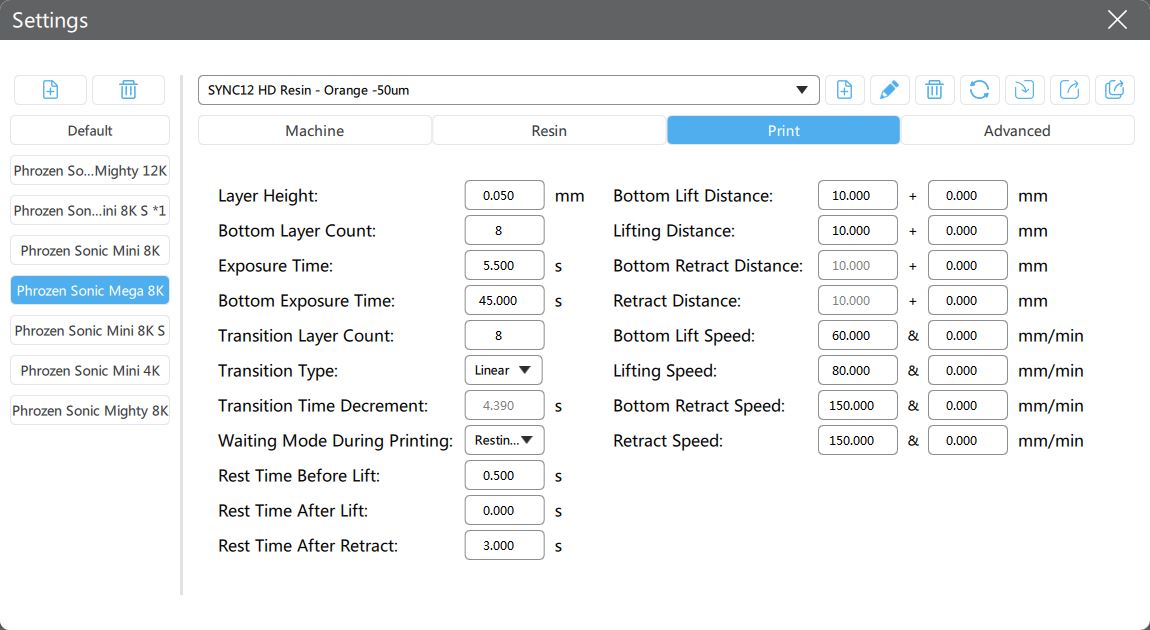
- โปรแกรม Slicer คือโปรแกรมที่แปลงไฟล์ 3D Model ให้เป็นข้อมูลที่เครื่อง Resin 3D Printer กำหนดว่าจะฉายแสงแต่ละระนาบอย่างไรบ้าง และตัวแปรอื่นๆจะใช้ค่าเท่าใด ซึ่งตัวคำสั่งจริงๆคือ G-Code เหมือนในเครื่อง CNC ที่ใช้งาน
- การตั้งค่าเรซิน เป็นอีก 1 ตัว แปรที่มีความสำคัญมากที่สุด เป็นตัวบ่งบอก คุณภาพของงาน อัตราสำเร็จ และระยะเวลาที่ใช่
– เรซินแต่ละชนิดมีการตั้งค่าไม่เหมือนกัน
– เรซินชนิดเดียวกัน แต่ใช้กับเครื่องคนละรุ่น คนละยี่ห้อก็มีการตั้งค่าไม่เหมือนกัน
– ปกติผู้ผลิต หรือผู้จำหน่าย มักมีการตั้งค่าเฉพาะของตัวเองอยู่แล้ว หากใช้เรซินชนิด หรือแบรนด์อื่นๆ ต้องคาริเบรต หาเวลาฉายแสงก่อนการใช้งาน (อ่านวิธีการของ Phrozen)
– ของซิงค์เองก็มี Resin Profile ให้ Download เพื่อสะดวกในการใช้งาน (คลิก) - อ่านรายละเอียดของตัวแปรอย่างละเอียดในบทความนี้ (คลิก)
4. ศึกษาการสร้าง Support ให้เหมาะสมกับงานที่ทำ
- Support หรือกิ่งที่รองรับชิ้นงาน เป็นอีกตัวแปรนอกจากการตั้งค่าเรซินที่มีความสำคัญ ซึ่งส่งผลต่อความสำเร็จและคุณภาพของงานไม่แพ้ การตั้งค่าเรซิน
- โดยการสร้าง Support ที่เหมาะสมกับงาน มีความยากมากกว่าการหาค่าตัวแปรการปริ้นของเรซิน เนื่องจากต้องปรับเปลี่ยนไปตามชนิดเรซิน ขนาดชิ้นงาน ขนาดของเครื่อง ตำหนิที่ผิวงาน ซึ่งสามารถยอมรับได้ ทำให้เรื่องนี้ เป็นเรื่องที่ผู้ใช้ Resin 3D Printer มือใหม่ ต้องทำเข้าใจ และทดลองปรับเปลี่ยนให้เหมาะสมกับงานของตัวเองมากที่สุด
- โปรแกรมเวอร์ชั่นใหม่ๆอย่าง Chitubox 2.0 ก็ช่วยให้ผู้ใช้มองภาพออกได้ง่ายขึ้น ว่าส่วนไหนสำคัญ และควรทำ support ให้เหมาะสม เพราะมีผลต่ออัตราการพิมพ์สำเร็จ
- Support ใหญ่และจำนวนเยอะ ช่วยเพิ่มอัตราสำเร็จในการพิมพ์ให้มากขึ้น แต่ก็ต้องเสียเวลาในการตัด และเก็บผิวมากขึ้นตามไปด้วย ดังนั้นการทำ support ที่เหมาะสมกับงาน เป็นสิ่งที่ต้องศึกษาและทำความเข้าใจ

5. ล้างเรซินยังไง อบเรซินกี่นาที ?
- เป็นกระบวนสุดท้ายของการพิมพ์เรซิน 3 มิติ โดยมีความสำคัญไม่แพ้ขั้นตอนที่ได้กล่าวมาแล้ว โดยเป็นการนำเรซินที่ยังเป็นของเหลวที่เคลือบอยู่ที่ผิวชิ้นงานออก ให้เหลือแต่ส่วนที่เป็นงานที่พิมพ์ออกมาจริง
- สารเคมีที่ใช้ล้าง เช่น IPA , Ethyl Alcohol, Tripropylene glycol Monomethyl ether (TPM) ซึ่งแต่ละตัวก็มีข้อดี ข้อเสียแตกต่างกันออกไป ส่วนใหญ๋ IPA มักจะมีประสิทธิภาพในการล้างที่ดีที่สุด และก็อันตรายด้านการลุกติดไฟ การระเหยมากที่สุดเช่นเดียวกัน
- ทั้งนี้สารเคมีที่ใช้ในการล้าง ควรสอบถามจากทางผู้ผลิตเรซิน เพื่อให้ได้ข้อมูลที่ถูกต้องมากที่สุด เพราะเรซินแต่ละชนิด ในกลุ่ม ต้นแบบ วิศวกรรม จิวเวลรี และทันตกรรม มีขั้นตอนการล้างไม่เหมือนกัน
- ดังนั้นผู้ผลิตหลายรายจึงมีเครื่องล้างเรซินของตัวเองโดยเฉพาะที่ตั้งเวลาให้ตรงกับเรซินแต่ละชนิด เพื่อลดภาระของผู้ใช้งาน ตัวอย่าง Phrozen Wash+ ที่มีเรซินของตัวเองและ 3rd Party มากกว่า 200 profile
- คำแนะนำสุดท้ายหลังการล้าง ผู้ผลิตบางรายแนะนำให้ พักชิ้นงานเป็นระยะเวลา 30-60 ก่อนเข้าสู่ขั้นตอนการอบยูวี หรือเข้าตู้อบคุมอุณหภูมิที่ 30 องศาเซลเซียส ดังนั้นควรตรวจสอบข้อมูลการทำงานจากผู้ผลิตเรซินได้ละเอียด

- สำหรับการอบยูวี งานด้านโมเดล แบบจำลอง ที่ไม่ต้องคำนึงถึงความแข็งแรง อาจจะไม่ได้มีความสำคัญมากนัก จนไม่จำเป็นต้องอบเลยก็ได้ เพียงทิ้งงานไว้ 1-2 วัน ผิวที่เหนียว นุ่มหลังการล้าง ก็จะหายไป เป็นผิวเรียบ หรือโดนแสงแดดก็จะช่วยให้ขั้นตอนนี้เร็วขึ้น
- สำหรับเรซินที่ผู้ผลิตแนะนำให้อบยูวี มี 3-4 ปัจจัยที่ต้องตรวจสอบให้ถูกต้อง
– กำลังไฟ/ความยาวคลื่นของหลอดยูวี ในการอบ ว่าแนะนำกี่วัตต์
– อุณหภูมิที่ใช้ในตู้อบ หรือไม่จำเป็น
– ระยะเวลาในการอบ
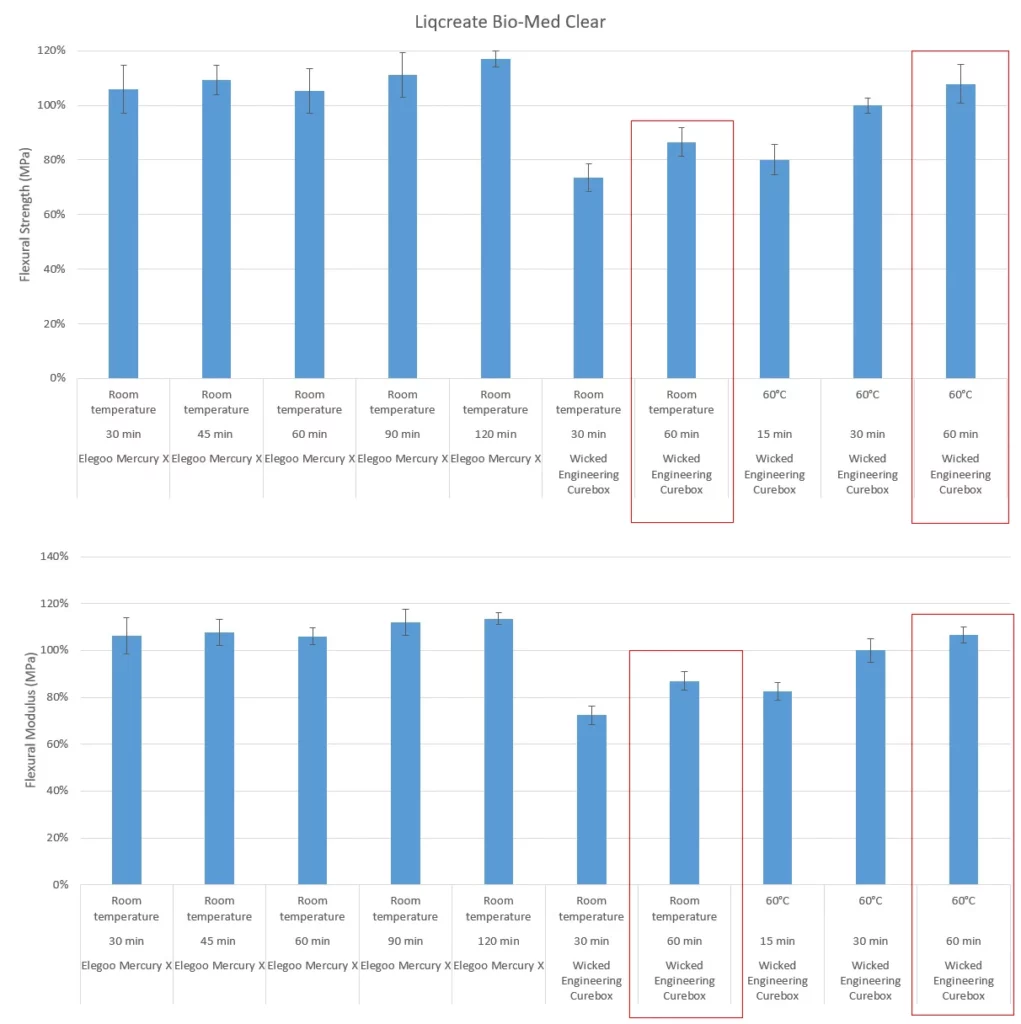
– การควบคุมห้องอบ ต้องมีก๊าซเฉื่อย หรือก๊าซชนิดใด - การอบที่สมบูรณ์จะทำให้ความแข็งแรง สมบัติต่างๆของตัวเรซินเป็นไปตามที่ผู้ผลิตเรซินระบุไว้ในสเปค ตัวอย่างข้อมูลความแข็งแรงจากทาง liqcreate ที่ทดสอบกับเรซิน Bio-Med Clear ของตัวเอง
6. สิ่งควรทำหลังปริ้นงานเสร็จ
- หากไม่ได้มีการพิมพ์งานต่อเนื่องให้เทเรซินกลับลงขวดที่บรรจุเดิม ทั้งนี้เรซินบางชนิดผู้ผลิตจะแนะนำไม่ให้ปนกัน เพื่อป้องกันปัญหาด้านคุณภาพ เช่น เรซินใสบางชนิด เมื่อโดนยูวีแล้ว จะทำปฏริยาต่อเนื่องทำให้เรซินใหม่ในขวดมีการเปลี่ยนสีตามไปด้วย หรืออย่างเซินแวกซ์ที่จะทำให้คุณภาพในการปริ้น การหล่อลดต่ำลง แต่ส่วนใหญ่สามารถผสมของเดิมได้เลย
- ตรวจสอบการรั่วซึมของเรซิน ที่จอ LCD ฉายแสง ต้องไม่มีคราบเรซิน หรือของเหลว หากพบรอยซึมต้องตรวจสอบหาจุดรั่วที่ถาดเรซิน
- ทำความสะอาด ฐานพิมพ์ อุปกรณ์ที่เกี่ยวข้อง เพื่อป้องกันการปนเปื้อนของเรซิน เมื่อใช้วัสดุต่างชนิดกัน
- ปิดฝา ปิดซีล วัสดุล้างเรซิน และตัวเรซินให้เรียบร้อย เพื่อป้องกันการระเหย หรือการปนเปื้อน

7. อุปกรณ์ด้านความปลอดภัยและอื่นๆที่ควรมี
- ถุงมือกันสารเคมี หากใครกลัวเปลือง ซื้อแบบที่มีความหนามากสักหน่อย จะทนทานมากยิ่งขึ้น
- หน้ากากกันสารเคมี มีตั้งแต่แบบกันฝุ่น กันไอระเหย จนไปถึงระดับอุตสาหกรรม
- เครื่องกรองกลิ่นและสารเคมี
- กระดาษชำระ สำหรับเช็ดล้าง เรซินและสิ่งเกี่ยวข้องเพื่อไม่ให้คนไปสัมผัส
- เครื่องสำรองไฟสำหรับป้องกันไฟตก ไฟกระชาก หรือไม่เถียรขณะพิมพ์
- อุปกรณ์อื่นๆอ่านได้ในบทความนี้ (คลิก)

8. พื้นที่ติดตั้งเครื่องพิมพ์ที่เหมาะสม
- พื้นที่โล่ง ปลอดโปร่ง มีอากาศถ่ายเทได้สะดวก เพื่อป้องกันการสะสมของกลิ่นไอสารเคมี
- ไม่ควรอยู่ในพื้นที่คนทำงาน เพราะเรซินบางชนิดมีกลิ่นเหม็น รวมไปถึงอุปกรณ์ น้ำยาล้างบางชนิด ที่ระเหยในอุณหภูมิห้อง
- ไม่ควรมีแสงแดดส่องไปยังเครื่องโดยตรง เพราะจะทำให้เกิดความร้อนสะสม และอุณหภูมิไม่เหมาะในการพิมพ์ รวมถึงอะคริลิกบางสี กันแสงยูวีจากแดดไม่ได้ทั้งหมด
- แยกส่วนปริ้น และส่วนล้าง – โดยปกติแล้วส่วนล้างงานหลังพิมพ์เสร็จ จะมีความสกปรกมากที่สุด ดังนั้นควรเป็นพื้นที่ที่ทำความสะอาดได้ง่าย และมีอุปกรณ์หรือเฟอร์นิเจอร์ที่ทนต่อสารเคมี
- เครื่องในกลุ่ม Consumer หลายแบรนด์ไม่ได้ระบุ ความจำเป็นต้องติดตั้งเครื่องปรับอากาศ ดังนั้นอุณหภูมิในไทย 30-35 องศา ยังอยู่ในช่วงที่เครื่องทำงานปกติได้
ติดต่อเราเพื่อสอบถามข้อมูลเพิ่มเติม





